扬州铁皮保温管道加工预制-罐体保温施工






1/6
- ¥18.00 ≥1平方米
- 2024-11-18 14:19:05
- 铁皮保温,铝皮保温,不锈钢保温,铁皮保温..
- 江苏扬州
- 王伟民 13733265200
- 廊坊鑫久正节能科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
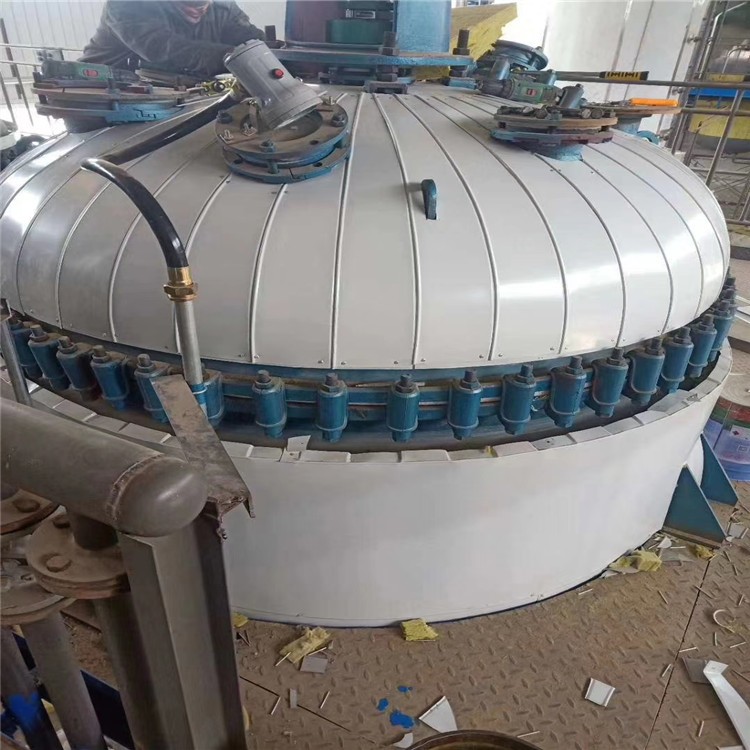
扬州铁皮保温管道加工预制-罐体保温施工
一、通风管道保温施工程序:
罐体保温施工是一种针对各类储罐、管道等进行的保温处理。通过在物体表面覆盖保温材料,减少能量的损失,从而提率、节约能源。常见的保温材料包括硅酸铝纤维、聚氨酯泡沫等。施工方法包括涂抹、粘贴、捆绑等,需要根据具体情况选择。
罐体保温施工工艺方案
1.施工方法(1)保温结构
板下表面进行机械喷砂除锈,处理后的金属表面应达到GB/ T8923-1988《涂装前钢材表面锈蚀等级和除锈等级》中Sa2. 5级;焊缝周边留出50mm丕涂,边缘板与基础连接处用三元乙丙防水橡胶带防魔:罐外璧(包括梯子平台)金属表面处理要达到GB/ T8923- 1988 .《涂装前钢材表面锈蚀等级和除锈等级》中St3 级。
1) 其中需要保温的(V- 3/4)在保温之前,罐壁外表面从罐底往上800mm宽的范围内应刷防潮沥青,施工完后罐底角处应采用沥青封口。
2) (v- 3/4)储罐保温采用离心玻璃棉板,保温厚度60mm。 保温护层采用镀锌瓦楞板,厚度0. 6mm。
3)储罐保温作业条件
1保温工程的施工应在具备下列条件后进行:
储罐罐体全部安装完毕、充水施压合格后。
保温工程所需的支承件等均已安装完毕并检验合格。
外防腐已完成并检验合格。
2施工前应清除设备外表面的污垢和油灰,并表面干燥。
3雨、雪、大雾天及风力大于5级(采用喷涂法施工时为3级)时不得进行室外保温工程的施工。
施工工及材料准备- >施工技术及安全交底-→挂梯制作脚手架搭设-→材料运输-→保温钉外护板支架焊接-注保温层施工- +外护板连接骨架焊接-平台支架处外护板生根件焊接-保温验收交接-→外护板施工-包角板等施工-→检查验收- >脚手架拆除。
工业防腐管道是一种用于运输各种介质的管道,其主要特点是能够防腐,使用寿命长。一般来说,工业管道采用防腐管道。这种工业管道的步是找到管道的腐蚀点,然后整理干燥的将军,然后涂上防腐涂层。当然,这种防腐涂层也需要选择涂层,以确保质量。
工业防腐管道在进行防腐时,要对管道的灰、水进行清洗,其温度不得大于85%,温度不得小于5度,然后用质量好的浸渍型防腐保温防锈漆刷底线,干燥后再刷。然后铺上玻璃纤维布,刷上防锈面漆。干燥后,再次刷面漆。具体操作轨迹如下。
1.防腐管道在采取防腐措施之前,应采取水分、油污、污垢、污染物、铁锈、氧化皮等措施。
二是防腐管道内的防腐规划。
根据输送介质的不同需要,选择钢管内防腐不同的防腐工艺。常用的防腐工艺包括水泥砂浆衬里、防腐涂层和塑料织物。
三是防腐蚀管道外防腐蚀规划。
石油沥青防腐层是一种古老的防腐层。它在大多数干燥的地区使用。随着技术的发展,煤沥青和富锌涂层已经取代了石油沥青,成为钢输水管道的防腐涂层。


二、通风管道施工方法:
蒸汽管道铁皮保温施工步骤和注意事项都有哪些呢?
需要大家准备材料,材料所包含的范围相对来说比较广泛,比如铁皮保温材料、保温泥、防水硅酸盐板、防水涂料、高温胶水、薄铝板等,这样才能够为接下来的施工奠定良好的基础。
在我们进行保温施工安装之前,需要大家用高温胶水给铁皮保温材料贴上一层具有防水效果的硅酸盐板,进行完这个步骤之后再进行密封处理,这样能够增强整体性的密封效果,这也是整个蒸汽管道铁皮保温过程当中的重中之重。接下来需要大家把玻璃布粘贴上,另外,为了能够提升整体的保温效果,还需要大家涂刷防水涂料,然后接下来就可以安装薄铝板了。
由于在具体的施工过程当中,通常情况下会采用不定形状的保温材料进行包裹和铺设,所以我们需要在外部设置一个1cm以上的保温涂面层,然后再进行安装的效果就会非常不错,这个方面需要大家提前注意一下。
工业防腐管道是一种用于运输各种介质的管道,其主要特点是能够防腐,使用寿命长。一般来说,工业管道采用防腐管道。这种工业管道的步是找到管道的腐蚀点,然后整理干燥的将军,然后涂上防腐涂层。当然,这种防腐涂层也需要选择涂层,以确保质量。
工业防腐管道在进行防腐时,要对管道的灰、水进行清洗,其温度不得大于85%,温度不得小于5度,然后用质量好的浸渍型防腐保温防锈漆刷底线,干燥后再刷。然后铺上玻璃纤维布,刷上防锈面漆。干燥后,再次刷面漆。具体操作轨迹如下。
1.防腐管道在采取防腐措施之前,应采取水分、油污、污垢、污染物、铁锈、氧化皮等措施。
二是防腐管道内的防腐规划。
根据输送介质的不同需要,选择钢管内防腐不同的防腐工艺。常用的防腐工艺包括水泥砂浆衬里、防腐涂层和塑料织物。
三是防腐蚀管道外防腐蚀规划。
石油沥青防腐层是一种古老的防腐层。它在大多数干燥的地区使用。随着技术的发展,煤沥青和富锌涂层已经取代了石油沥青,成为钢输水管道的防腐涂层。
蒸汽管道铁皮保温施工步骤和注意事项都有哪些呢?
需要大家准备材料,材料所包含的范围相对来说比较广泛,比如铁皮保温材料、保温泥、防水硅酸盐板、防水涂料、高温胶水、薄铝板等,这样才能够为接下来的施工奠定良好的基础。
在我们进行保温施工安装之前,需要大家用高温胶水给铁皮保温材料贴上一层具有防水效果的硅酸盐板,进行完这个步骤之后再进行密封处理,这样能够增强整体性的密封效果,这也是整个蒸汽管道铁皮保温过程当中的重中之重。接下来需要大家把玻璃布粘贴上,另外,为了能够提升整体的保温效果,还需要大家涂刷防水涂料,然后接下来就可以安装薄铝板了。
由于在具体的施工过程当中,通常情况下会采用不定形状的保温材料进行包裹和铺设,所以我们需要在外部设置一个1cm以上的保温涂面层,然后再进行安装的效果就会非常不错,这个方面需要大家提前注意一下。
根据各部位设计的保温厚度焊接保温钩钉和外护板生根件,保温钉焊接要求垂直作业面,焊接牢固、保温钉错列布设挂线确定焊接位置,保温钩钉每平方米不得少于10个。
外护板支撑角钢( 30x30x3 mm )上下间距为1000mm左右,左右方向间距为600mm左右,要求双面焊接牢固,垂直部件和外护板,外护板连接角钢与支撑角钢间焊接牢固,焊肉≤5mm外护板生根骨架要准确,垂直、平整、水平要求误差+5mm ;用弯尺和线坠、水平尺等检验。
保温施工中层间错缝、压缝,错缝距离s150mm ,拼缝应严密平整,无露缝现象,尤其交角部位的保温更应错好缝,相互搭接;加强筋、人孔们、平台、等处的保温层按该原则处理好,错缝压缝合理,不能影响]的开启和设备
管道弯头加工成虾米弯形式,阀门]制成-保温盒,既美观又拆卸方便。外护固定采用抽芯铝铆钉,间距200mm左右。安装好的金属外护层要做到牢固、美观、防水。根据尺寸对铝皮下料;用滚圆机将下料后的铝皮滚成圆筒状;用压边机对铝皮的环缝搭接处的一-侧压成凸筋边,另- -侧压成凹槽;将加工好的铝皮套在已安装保温筒的弯头上,用st4 10的自攻螺钉将纵缝搭接处固定,自攻螺钉连接处的两层铝皮全部固定。间距为250~300mm,盼布均匀;保温管,保温施工,模块保温要求弯头保护层的环缝凸、凹筋相互搭接;已安装铝皮保护层的弯头应达到以下要求:弯头保护层紧贴保温层、无缝隙;保护层铝皮的纵缝搭接余量为30-50mm ;压成凸筋的一边在外紧扣并与凹槽无间隙;用保温管壳进行施工时,使用符合设计要求的保温管壳,用镀锌铁丝将其捆扎在管道上,每一块保温管壳都应有两道双股镀锌铁丝来加以捆扎,拧紧后的铁丝头要随手嵌入到保温材料的缝隙中的。

需要现场加工的外护板要求准确,先用记号笔放线,确定无误后再用切割机切割,要求误差+3mm ,外表美观,外护板板间铆固用φ5x 14抽芯铆钉铆固,板与连接角钢间连接用自攻自钻螺钉ST5.5x25铆固,铆钉间距250mm ,要求吊线、放线铆钉位置,间距误差+2mm。电钻钻孔,垂直作业面,并在打孔前确定好位置,防止滑动破坏护板面层。
蒸汽管道铁皮保温施工步骤和注意事项都有哪些呢?
需要大家准备材料,材料所包含的范围相对来说比较广泛,比如铁皮保温材料、保温泥、防水硅酸盐板、防水涂料、高温胶水、薄铝板等,这样才能够为接下来的施工奠定良好的基础。
在我们进行保温施工安装之前,需要大家用高温胶水给铁皮保温材料贴上一层具有防水效果的硅酸盐板,进行完这个步骤之后再进行密封处理,这样能够增强整体性的密封效果,这也是整个蒸汽管道铁皮保温过程当中的重中之重。接下来需要大家把玻璃布粘贴上,另外,为了能够提升整体的保温效果,还需要大家涂刷防水涂料,然后接下来就可以安装薄铝板了。
由于在具体的施工过程当中,通常情况下会采用不定形状的保温材料进行包裹和铺设,所以我们需要在外部设置一个1cm以上的保温涂面层,然后再进行安装的效果就会非常不错,这个方面需要大家提前注意一下。
所有连接角板,加工制作根据实际位置好尺后进行,防止材料浪费和与实际不符,影响安装质量和外表I艺,外护板安装做到上搭下、侧压底,防水、防风,安装外护板时挂线、吊线进行,水平和垂直,防止护板倾斜影响外观质量,所有人孔门四周按图用防雨框进行防水处理。外护板在加工、运输、安装过程中,要轻拿轻放,防止变形、划伤,影响外观质量,用软绳绑扎吊装,防止捆扎磨损。
外护板支撑角钢( 30x30x3 mm )上下间距为1000mm左右,左右方向间距为600mm左右,要求双面焊接牢固,垂直部件和外护板,外护板连接角钢与支撑角钢间焊接牢固,焊肉≤5mm外护板生根骨架要准确,垂直、平整、水平要求误差+5mm ;用弯尺和线坠、水平尺等检验。
保温施工中层间错缝、压缝,错缝距离s150mm ,拼缝应严密平整,无露缝现象,尤其交角部位的保温更应错好缝,相互搭接;加强筋、人孔们、平台、等处的保温层按该原则处理好,错缝压缝合理,不能影响]的开启和设备
管道弯头加工成虾米弯形式,阀门]制成-保温盒,既美观又拆卸方便。外护固定采用抽芯铝铆钉,间距200mm左右。安装好的金属外护层要做到牢固、美观、防水。根据尺寸对铝皮下料;用滚圆机将下料后的铝皮滚成圆筒状;用压边机对铝皮的环缝搭接处的一-侧压成凸筋边,另- -侧压成凹槽;将加工好的铝皮套在已安装保温筒的弯头上,用st4 10的自攻螺钉将纵缝搭接处固定,自攻螺钉连接处的两层铝皮全部固定。间距为250~300mm,盼布均匀;保温管,保温施工,模块保温要求弯头保护层的环缝凸、凹筋相互搭接;已安装铝皮保护层的弯头应达到以下要求:弯头保护层紧贴保温层、无缝隙;保护层铝皮的纵缝搭接余量为30-50mm ;压成凸筋的一边在外紧扣并与凹槽无间隙;用保温管壳进行施工时,使用符合设计要求的保温管壳,用镀锌铁丝将其捆扎在管道上,每一块保温管壳都应有两道双股镀锌铁丝来加以捆扎,拧紧后的铁丝头要随手嵌入到保温材料的缝隙中的。
蒸汽管道铁皮保温施工步骤和注意事项都有哪些呢?
需要大家准备材料,材料所包含的范围相对来说比较广泛,比如铁皮保温材料、保温泥、防水硅酸盐板、防水涂料、高温胶水、薄铝板等,这样才能够为接下来的施工奠定良好的基础。
在我们进行保温施工安装之前,需要大家用高温胶水给铁皮保温材料贴上一层具有防水效果的硅酸盐板,进行完这个步骤之后再进行密封处理,这样能够增强整体性的密封效果,这也是整个蒸汽管道铁皮保温过程当中的重中之重。接下来需要大家把玻璃布粘贴上,另外,为了能够提升整体的保温效果,还需要大家涂刷防水涂料,然后接下来就可以安装薄铝板了。
由于在具体的施工过程当中,通常情况下会采用不定形状的保温材料进行包裹和铺设,所以我们需要在外部设置一个1cm以上的保温涂面层,然后再进行安装的效果就会非常不错,这个方面需要大家提前注意一下。
所有连接角板,加工制作根据实际位置好尺后进行,防止材料浪费和与实际不符,影响安装质量和外表I艺,外护板安装做到上搭下、侧压底,防水、防风,安装外护板时挂线、吊线进行,水平和垂直,防止护板倾斜影响外观质量,所有人孔门四周按图用防雨框进行防水处理。外护板在加工、运输、安装过程中,要轻拿轻放,防止变形、划伤,影响外观质量,用软绳绑扎吊装,防止捆扎磨损。
- 铁皮保温,铝皮保温,不锈钢保温,铁皮保温..
- 保温工程
- 江苏扬州
- 王伟民
- 0.035
- 其它
- 其它
- 度
- 其它
- 其它
- kg/m3
- W/(m.k)
- 其它
- 其它
廊坊鑫久正节能科技有限公司为你提供的“扬州铁皮保温管道加工预制-罐体保温施工”详细介绍



