江门不锈钢高频焊翅片管设计,挤压钢铝翅片管






- ¥30.00
- 2024-11-29 06:15:11
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 韩福江 13932858460
- 衡水恒永暖通科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的方法。
高频焊翅片管暖气片技术参数翅片管散热器制造商工业散热器食品加工的烘干作业,就如同豆特定成品烘干,海制品烘干等等。我们(恒永暖通散热器)同时亦可依据消费者的设计定制图纸标准型号实施焊接加工制作,也一样要依照任何一个顾客的所采购散热器片的安装环境和使用标准,热量需求开展量身研究发明配算实施定制加工,每台散热器片产品一律满足消费者的实际安装使用要求,达到实际需要采暖烘干效果。我们积极的给予随便一个用户朋友合适的实时产品价格,并在约定合同时间内,向客户朋友交付满意的散热器系列产品。
这种翅片管换热器是立式结构,两侧有安装支架,翅膀形状,只需与现场的支架就位后用螺丝螺栓固定连接就可以了,安装较为方便。圆变方的接口是与风机风管相连接的,尺寸规格都是根据标准要求制造,再把管路法兰与介质连接,装上阀门就可以使用。 翅片管换热器还需外观几何尺寸的检验,再出具检测报告。表面除油除锈,再经过几道油漆处理工艺就可以发货了
三辊斜轧整体型螺旋翅片管其制造原理为:在光管内衬一芯棒,经轧辊刀片的转动 推动,无缝钢管通过轧槽与芯头组成的孔腔在其外观面上加工出翅片。这种方式生产出的翅片管因基管与外翅片是一个有机的整体,因此不存在接触热阻损耗的问题,具有相当高的传热效率。三辊斜轧法与焊接法相比,该生产线具有,原料耗用低,且生产的翅片管换热率高等明显优势。
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。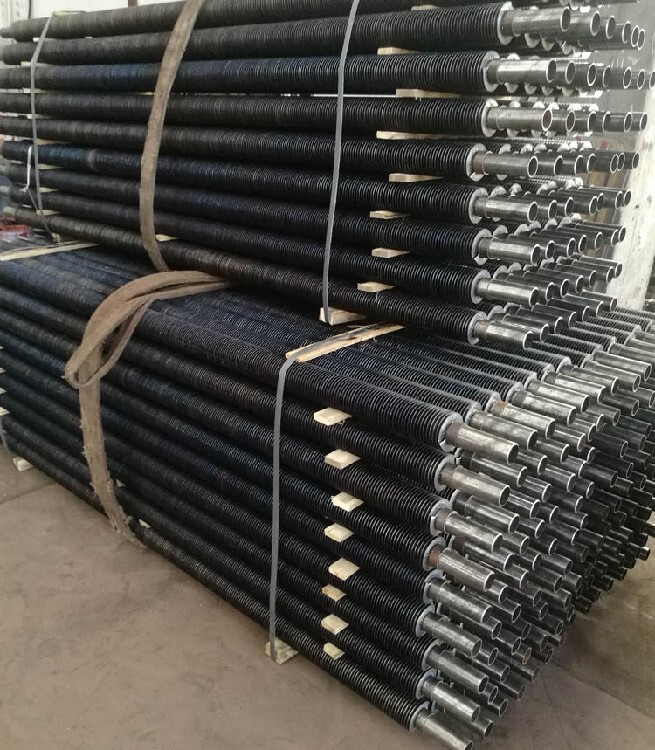
钎焊螺旋翅片管的加工分两步进行。,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为消除钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 散热器
- 韩福江
推荐信息
-
 钢四柱散热器sqgz406型-GZ413
钢四柱散热器sqgz406型-GZ413 -
 宿迁压铸铝散热器厂家排名压铸铝暖气片,压铸铝双金属双水道散热器
宿迁压铸铝散热器厂家排名压铸铝暖气片,压铸铝双金属双水道散热器 -
大渡口压铸铝散热器图片压铸铝暖气片,压铸铝双金属散热器
-
 GB22-300/1200钢制板式暖气片生产厂家
GB22-300/1200钢制板式暖气片生产厂家


