广告
匀质保温板设备模箱型生产线制板




1/6
- ¥150000.00 ≥ 1套
- 2024-08-19 03:56:59
- 精工
- 生产匀质板
- 匀质板设备,匀质保温板设备,模箱型匀质保..
- 大城县青旭保温机械设备厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
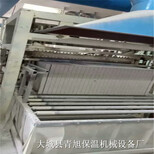
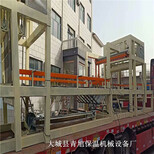
匀质保温板设备模箱型生产线制板
匀质板设备上料、混合:通过上料系统将定量的水泥、发泡剂、稳泡增强剂加入搅拌机,干混30秒钟; 匀质保温板设备搅拌:将定量的温水加入搅拌机,湿搅拌2分钟;将定量的发泡剂加入搅拌机搅拌8-15秒钟; 模箱型匀质保温板设备注模、发泡:随即将浆料注入模具内发泡,发泡过程约3-5分钟; 初期养护:注模完成后静置若干小时进行初期养护;
5、脱模:待发泡水泥保温板完成初凝,具备初期强度时即可脱模; 切割:具备一定强度的发泡水泥保温板毛坯脱模后即可进行切割,切割规格根据需要调整切割刀片进行。
匀质保温板是以膨胀聚苯乙烯泡沫颗粒为骨料,经搅拌、压制、养护成形。其无机胶凝材料为硅、钙质类矿物材料,该材料与建筑用砂浆、墙体均具有的相容性,提高板材与墙体的粘结力。
匀质保温板设备原料为水泥和粉煤灰与聚苯颗粒及少量的发泡剂、稳泡剂、纤维硅钙质材料和发泡剂及其它助剂等多种物质。
水泥基匀质保温板设备由磨浆系统、制板系统、堆垛系统、运输系统、磨边系统等组成,该生产线具有、低能、处理量高、经济合理等优点,模箱制板。






- 精工
- 匀质板设备,匀质保温板设备,模箱型匀质保..
- 墙网机械
- 张运涛
- 精工
- 生产匀质板
- 是
- 60 秒
- 6 次/分
- 12 KN
- 5 t
- 6 hz
- 8 Mpa
- 2000 cm
- 35 kw
- 1 吨
- 15 w
- 自动
- 履带
- 轻质
- 匀质板设备
大城县青旭保温机械设备厂为你提供的“匀质保温板设备模箱型生产线制板”详细介绍
匀质板设备信息
-
 问下2020年工程师职称代理可申报专业面议
问下2020年工程师职称代理可申报专业面议 -
 焦作修武轻钢别墅厂家感觉不错¥ 700
焦作修武轻钢别墅厂家感觉不错¥ 700 -
 舟山高层电梯回收公司联系电话-安全可靠¥ 11000
舟山高层电梯回收公司联系电话-安全可靠¥ 11000 -
 江苏蓄水池城建hdpe土工膜的施工价格¥ 10.6
江苏蓄水池城建hdpe土工膜的施工价格¥ 10.6 -
 海淀区双清路电脑维修微软抖屏闪屏重影专业维修当场维修面议
海淀区双清路电脑维修微软抖屏闪屏重影专业维修当场维修面议 -
 《当天消息》废电缆回收价格多钱一吨¥ 46800
《当天消息》废电缆回收价格多钱一吨¥ 46800









