腾达大口径pe管,河北400高密度聚乙烯pe管质量可靠






- 面议
- 2023-08-14 01:16:10
- 高密度聚乙烯pe管,pe给水管,大口径pe管,..
- 王经理 13730185658
- 雄县腾达塑胶制品有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
电熔接口方式操作简单,人为因素少,可靠性高,但管件价格较高,接口成本高(大口径管材尤为明显)。
由于PE管系SDB.的方式加工管材,随着管径增大,壁厚增大;管径减少而壁厚减少。特别是D<110mm管径的燃气管其壁厚较小,采用热熔对接的可靠性较差。
综上所述,对于D≥110mm时采用热熔对接(在特殊需要时采用电熔连接);D<110mm时一般采用电熔连接。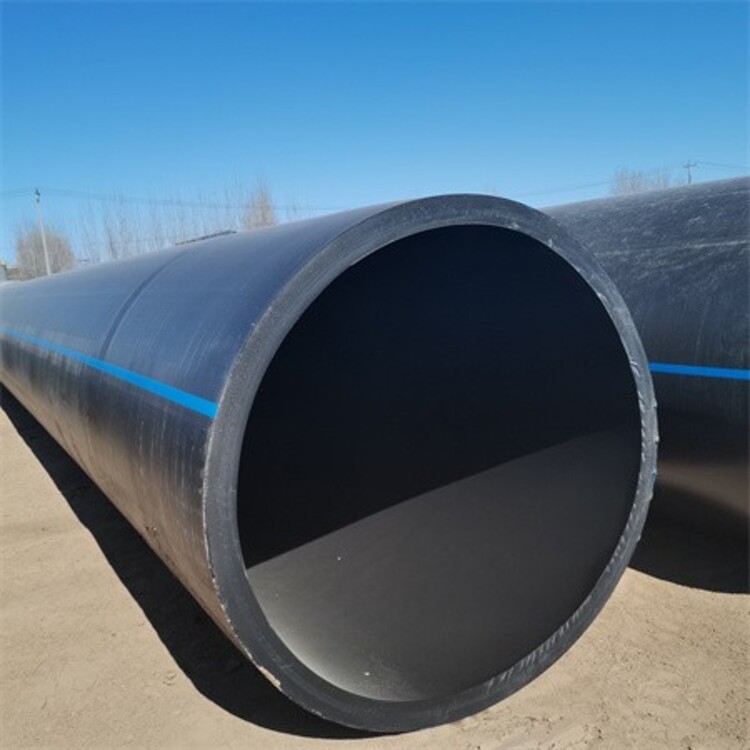
一年之中随着四季的变化,气温也会有所不同,对PE管道在施工安装上也会有所影响。以较为普遍的环境温度20℃为例,正常的PE焊接温度应为220度,加热时间为管材壁厚*10秒。但根据气温不同,可进行相应的调节,建议如下。
1、在0℃以下时可将焊接温度设定为230度,加热时间为管材壁厚*12秒。
2、在0℃-10℃时可将焊接温度设定为225度,加热时间为管材壁厚*11秒。
3、在10℃-20℃时可将焊接温度设定为220度,加热时间为管材壁厚*10秒。
4、20℃-30℃时可将焊接温度设定为210度,加热时间为管材壁厚x10秒。
5、30℃以上时可将焊接温度设定为205度,加热时间为管材壁厚x9秒。
根据上述的介绍,可以得出PE管材焊接工作的参考指标,其焊接时间会根据环境温度的不同和管材厚度的不同对其进行调整,其标准主要范围在焊接温度:220度±10度,加热时间:管材壁厚*9~12秒。严格按照其标准进行,节省时间,加速施工进程。
1.3
PE管道埋设的小管顶覆土厚度为:①埋设在车行道下管顶埋深不得小于0.9米;②埋设在人行道下或管道支管不得小于0.75米;③绿化带下或居住区支管
不得小于0.6米;④在性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。⑤当横穿车行道达不到设计深度时,应采取敷设钢制套管的措施进行保护。
(11)热熔焊接施工注意事项:a.操作人员注意遵循工艺规程和焊接工艺参数;b.焊口的冷却时间可适当缩短,但其充分冷却;c.焊口冷却期间,严禁对其施加任何外力;d.每次焊接完成后,对其进行外观检验,不符合要求切断返工。
闸阀、蝶阀安装前应检查填料,其压盖、螺栓需有足够的调解余量,操作机械和转动装置应进行必要的调整,使之动作灵活,指示准确,并按设计要求核对无误,清理干净,不存杂物。闸阀安装应保持水平,大口径密封垫片,需拼接时采用迷宫形式不得采用斜口搭接或平口对接。
产品特点:
1、耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀;
2、无泄露——PE采用电热熔连接、热熔对接、热熔承插连接,其接口强度管材本体;
3、高韧性——PE断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良;
4、的抗慢速裂纹增长(SCG)及快速裂纹扩展(RCP)能力;
5、优良的可挠性及抗刮痕能力;
6、耐磨性强,管壁摩擦系数低,流阻小,输送能力强;
7、可采用多种非开挖方式,地方便于工作了施工和安装;
8、系统造价低,维护费用少,可大幅降低工程成本;
- 高密度聚乙烯pe管,pe给水管,大口径pe管,..
- 高压管
- 王经理
高密度聚乙烯pe管信息
-
 甘肃钢制手动密集架优惠价多少2022已更新(今日/资讯)¥ 420
甘肃钢制手动密集架优惠价多少2022已更新(今日/资讯)¥ 420 -
 腾达大口径pe管,北京1.6mpa高密度聚乙烯pe管好连接面议
腾达大口径pe管,北京1.6mpa高密度聚乙烯pe管好连接面议 -
 山西800口径高密度聚乙烯pe管质量可靠,大口径pe管面议
山西800口径高密度聚乙烯pe管质量可靠,大口径pe管面议 -
 腾达pe给水管,河北800口径高密度聚乙烯pe管诚信报价面议
腾达pe给水管,河北800口径高密度聚乙烯pe管诚信报价面议 -
 辽宁营口柱塞泥浆泵同行¥ 7900
辽宁营口柱塞泥浆泵同行¥ 7900 -
 乐山夹江废铁回收价格¥ 3800
乐山夹江废铁回收价格¥ 3800









