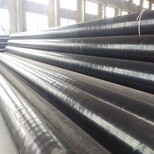
DN7003pe天然气管道防腐3pe防腐管道厂家




- ¥40.00 ≥ 1㎡
- 2025-02-27 05:56:09
- 12 mm
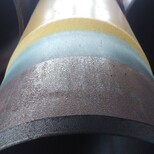
- 3pe天然气管道防腐,三层聚乙烯缠绕防腐管..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数








3pe防腐钢管防腐层在埋地管道同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露事故,原因是采取了不同的外防腐带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管
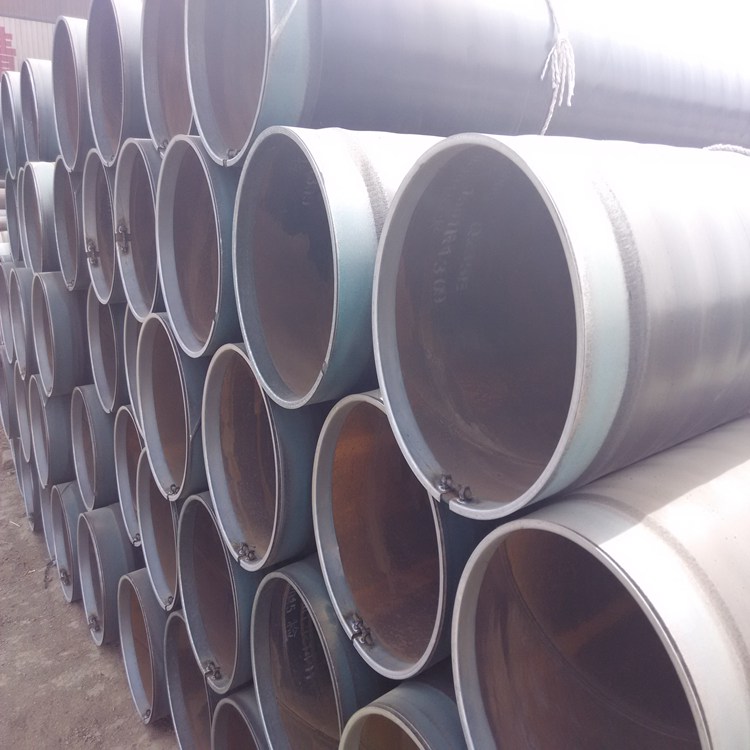
螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值

钢管知识:API管线钢管是属于美国石油的管线管,管线管是把地面的油,汽,水,通过管线管输送到石油和天然气工业企业,管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;其连接为端头焊接,接箍连接,承插连接等高频直缝钢管是热轧卷板经过成型机成型后,利用高频电流,使管坯边缘加热熔化,在辊的作用下进行压力焊接来实现生产的产品,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面
- 3pe天然气管道防腐,三层聚乙烯缠绕防腐管..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂



