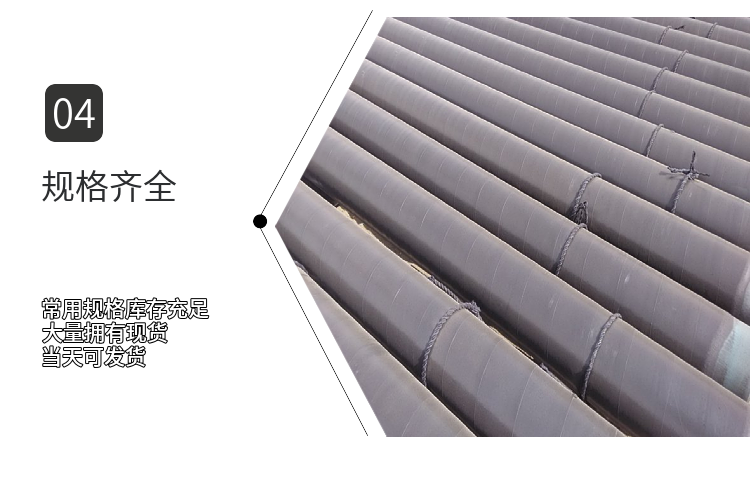
3pe防腐钢管国标天然气加强3pe防腐无缝钢管管道3pe防腐批发





1/6
- ¥40.00 ≥ 1㎡
- 2024-11-17 05:26:19
- 10 mm
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数











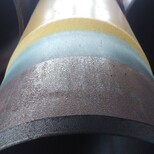
聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷

防腐百科:聚涂层外观应平整、色泽均匀,表面无无气泡、开裂及缩孔现象,涂层厚度应达到客户要求,在生产中每批定时检验防腐层厚度以3pe防腐钢管的厚度均匀 一般螺旋焊管机组均采用在线连续检验来焊缝的的焊接,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征,连续检验有利于焊接缺陷的监控、焊接的、焊接等级的 Q345B直缝钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流的影响,涡流热功率与电流激励的平方成正比;而电流激励又受激励电压、电流和电容、电感的影响
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 黑色
- Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“3pe防腐钢管国标天然气加强3pe防腐无缝钢管管道3pe防腐批发”详细介绍



