陇南铲齿散热器欢迎咨询,铲齿散热器胶粘
1/6
- 面议
- 2024-11-01 01:30:52
- 铲齿散热器,铲齿散热器定制,铲齿散热器加..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
根据散热器成型工艺的不同,大致可分为型材散热器、铲齿散热器、插齿散热器、纤维焊接散热器等,更常用的是型材和铲齿散热器。型材的生产相对简单,但由于其齿间距的限制,主要用于较小功率器件的散热。
每个项目的功耗不同于风扇,需要使用的铲齿散热器也不同。铲齿散热器的基板厚度、翅片厚度、齿间距等参数将直接关系到铲齿散热器的成本、装置的温升和风扇的性能。因此,当我们选择铲齿散热器时,我们会花尽可能多的时间来优化一些参数。
齿形散热器的优化设计主要是优化基板的厚度、翅片的高度和厚度以及齿间距。在特殊情况下,还可以设计铲齿散热器的材料,是否嵌入热管或均温板。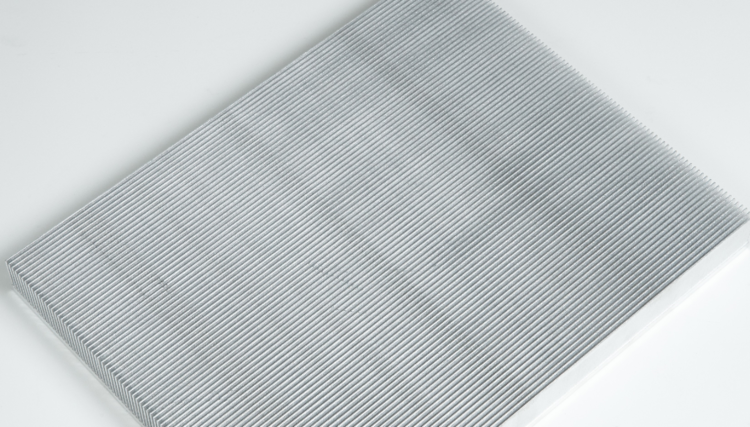
当要求铲齿散热器散热较大时,会使用CU作为加工材料,CU传热系数为380W/m.k,传热系数远铝,成本会增加很多。铲齿散热器常用的材料是AL1050,AL1060(传热系数210W/m.k),这两种铝材质柔软,在生产过程中易于加工,在翅片高度较低时也可以使用AL6063(传热系数201W/m.k),AL6063的硬度比较大,所以一般在翅片高度较低的时候使用。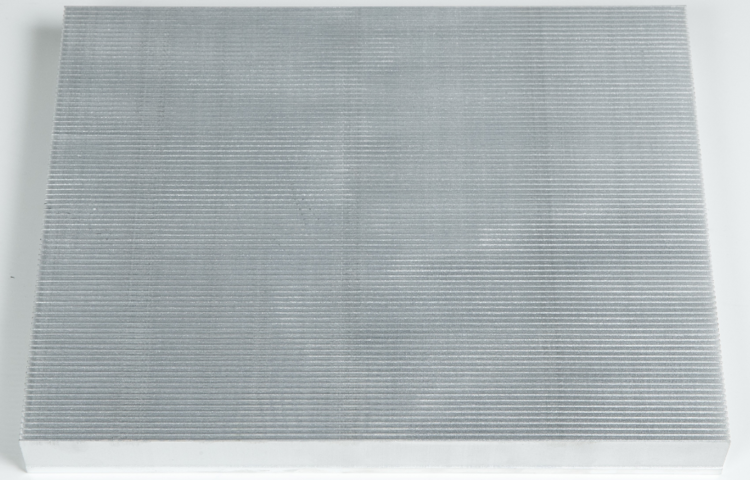
铲齿散热器的结构旨在克服现有技术中铲齿散热器的鳍片强度低,在外力作用下容易弯曲。它提供了铲齿散热器的结构,包括基板和基板上的一组鳍片,以及鳍片固定网板。上述鳍片固定网板配有一组与鳍片尺寸对应的鳍片插座,一组鳍片插座的设置位置对应一组鳍片在基板上的铺设位置,鳍片固定网板通过鳍片插座与基板上的鳍片插座连接.本实用新型有效提高了鳍片的强度,适用于电子元件散热.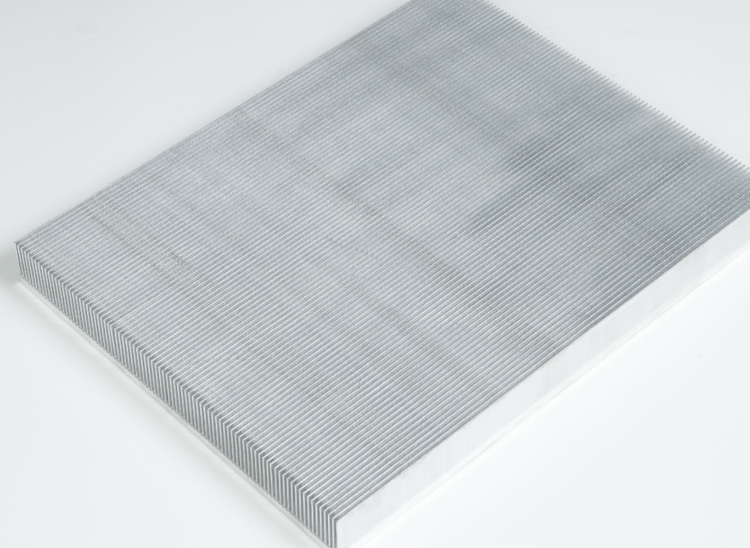
铲齿散热器:通过机械动作,将材料从一定角度切割成块状和直线,并反复切割,形成一致的间隙结构。用于处理风冷散热环境下大功率器件的散热,与插入式散热器相比,散热效率可提高8~15%。
- 铲齿散热器,铲齿散热器定制,铲齿散热器加..
- 散热器
- 唐工
东吉(东莞)散热科技有限公司为你提供的“陇南铲齿散热器欢迎咨询,铲齿散热器胶粘”详细介绍


