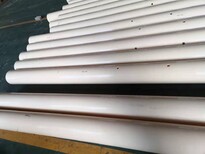
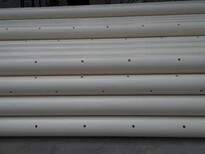
鹰潭ABS穿孔排泥管,ABS穿孔曝气管




- ¥5.00
- 2024-11-06 03:12:20
- 2 mm
- ABS穿孔排泥管,abs穿孔曝气管,ABS穿孔曝..
- 韩鑫磊 18865721265
- 禹城市润达塑胶有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
直径在20毫米到30毫米范围内取“桥架”现象的形成与孔径的泥砂粒径、泥层含水率、泥层厚度等因素有关,其中泥砂粒径是无法选择的,泥层厚度和泥层含水率是受运营管理中排泥制度的制定及执行、值班人员的素质影响,而排泥制度的制定要想非常切合实际(即排出泥而不排出水)并不容易,所以在设计时应该让排泥设备具有较好的性能以便给运营管理提供一个可回旋的余地。穿孔排泥管的孔径越小越容易形成“桥架”现象笔者建议孔径增大到40毫米到50毫米再做其它处理。
喷嘴工作压力可取0.35Mpa,如管系的沿程及局部损失在设计控制在10m内则要求水源有0.45Mpa压力,喷嘴口径取8mm左右。在绘制喷嘴施工图时要求能防止喷嘴内被泥砂堵死,否则本装置的作用将无从发挥,喷嘴易不锈钢材料制作。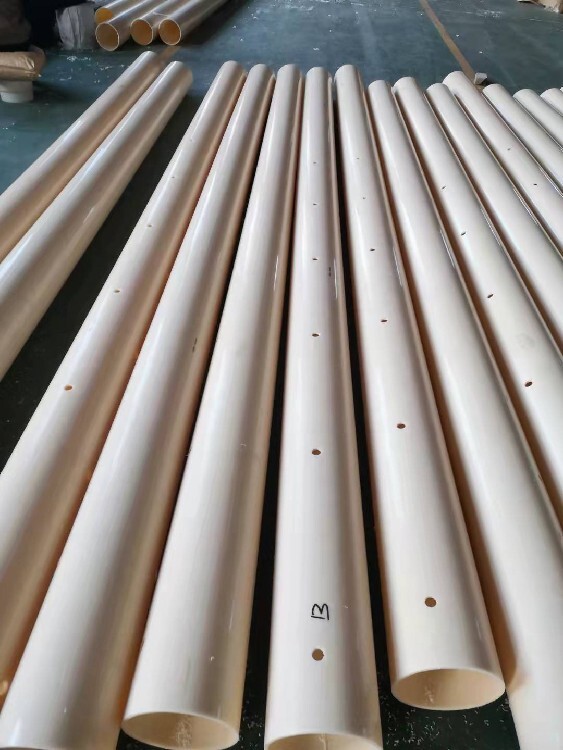
ABS管材管件,常用于化工、轻工、矿冶、油田、电子、制药、酿造、食品加工、建筑、民用上下水等领域,起输送各种腐蚀性介质和高纯介质的作用,尤其适用于水处理及环保系统。本产品耐腐蚀、耐酸碱,可替代不锈钢、衬胶、镀锌管,既,又省钱。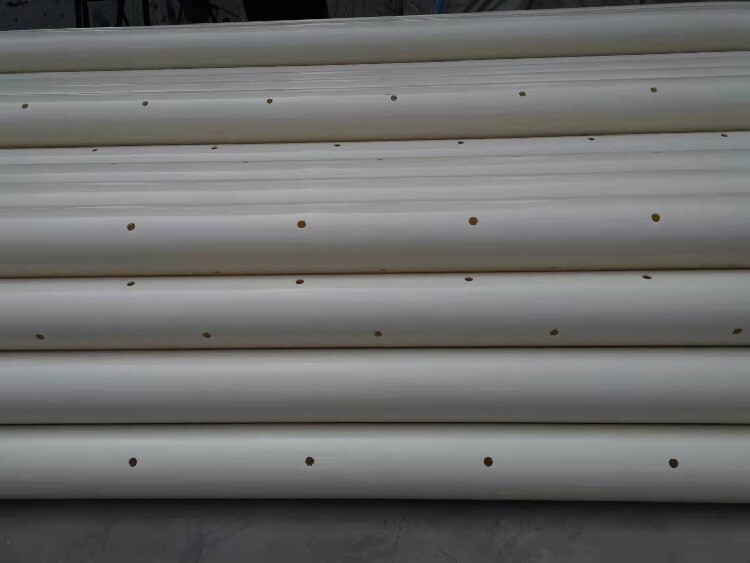
ABS塑料是丙烯腈(A)-丁二烯(B)-苯乙烯(S)的三元共聚物。它综合了三种组分的性能,其中丙烯腈具有高的硬度和强度、耐热性和耐腐蚀性;丁二烯具有抗冲击性和韧性;苯乙烯具有表面高光泽性、易着色性和易加工性。上述三组分的特性使ABS塑料成为一种“质坚、性韧、刚性大”的综合性能良好的热塑性塑料。调整ABS三组分的比例,其性能也随之发生变化,以适应各种应用的要求,如高抗ABS、耐热ABS、高光泽ABS等。ABS塑料的成型加工性好,可采用注射、挤出、热成型等方法成型,可进行锯、钻、锉、磨等机械加工,可用三氯甲烷等有机溶剂粘接,还可进行涂饰、电镀等表面处理。ABS塑料还是理想的木材代用品和建筑材料等。ABS塑料强度高,轻便,表面硬度大,非常光滑,易清洁处理,尺寸稳定,抗蠕变性好,宜作电镀处理材料。其应用领域仍在不断扩大。ABS塑料在工业中应用极为广泛。ABS注射制品常用来制作壳体、箱体、零部件、玩具等。挤出制品多为板材、棒材、管材等,可进行热压、复合加工及制作模型。 [2]
ABS具有优良的综合物理和机械性能,较好的低温抗冲击性能。尺寸稳定性。电性能、耐磨性、抗化学药品性、染色性、成品加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。ABS树脂热变形温度低可燃,耐热性较差。熔融温度在217~237℃,热分解温度在250℃以上。如今的市场上改性ABS材料,很多都是掺杂了水口料、再生料。导致客户成型产品性能不是很稳定。
粘接问题
根据不同需要,可以选择以下粘合剂:
1. G-977:单组分常温固化软弹性防震粘合剂,耐高低温,不同粘度粘接速度几秒至几个小时固化完毕;
2. KD-833:瞬间粘接剂,可以数秒钟或数十秒钟快速粘合PC塑料,但胶层硬脆,不耐60度以上热水浸泡;
ABS塑料管
ABS塑料管
3. QN-505,双组分胶,胶层柔软,适合PC塑料大面积粘接或复合。但耐高温性能较差;
4. QN-906:双组分胶,耐高温;
5. G-988:单组份室温硫化胶,固化后是弹性体具有的防水,防震粘合剂,耐高低温,1-2mm厚度的话,10分钟左右初固,5-6小时基本固化,有一定的强度。完全固化的话需要至少24小时。单组份,不需要混合,挤出后涂抹静置即可,无需加温。
- ABS穿孔排泥管,abs穿孔曝气管,ABS穿孔曝..
- 复合管
- 韩鑫磊
- 2 mm
- 白色
- 1 Mpa
- 4 m
- 排污管
- 是



