钢套管保温管图纸优化




- ¥188.00 ≥ 100米
- 2024-08-22 16:11:02
- 河北
- 河北盛邦
- 直埋蒸汽管道,钢套钢保温管,预制直埋管,..
- 赵志浩 13833766233
- 沧州盛邦管道有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钢套管保温管图纸优化
2.工艺结构说明
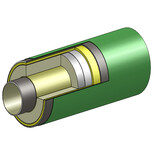
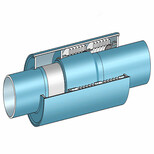
2.1直埋蒸汽夹套管件是处理直埋蒸汽管网节点并与之配套的连接件和附件,主要包括预制保温的弯头(弯管)、三通、变径管、固定节疏水管、保温接头、膨胀节等,参见附直埋蒸汽夹套保温管件图。
2.2由于此类管件承压较大,温度较高和热网直管的不同的结构,所对应的蒸汽管件的结构各异,导致节点处理需要管件产品规格多样化。同时,也可依据管件的相互关系和作用,预制同一功能组合管件。具有安装方便,结构紧凑、效果较好的特点。
3.工艺材料
3.1钢制管件
3.1.1直埋蒸汽夹套管件的钢管件(内管)应采用钢制热煨式推压管件,其材质的选择应满足强度设计计算和使用要求,需要加长或对接时所选焊材在焊接之后形成的机械性能不低于母材金属材料的特性,符合标准GB/T12459-2005和SY/T5257-2004。
3.1.2依据标准CJ/T155-2001中的材质、公称尺寸及其公差规定要求,选用制作直埋蒸汽夹套管件。
3.2保温材料
3.2.1采用硅酸铝、离心玻璃棉复合或硅酸钙瓦保温层
3.2.2要求其密度、导热系数、抗压强度和使用温度符合CJ/T200-2004规定要求。执行标准GB/T13350和GB/T10699。
3.3外套钢管
采用直缝焊接钢管或螺旋缝焊管:材质:Q235B,执行标准:GB/T9711或SY/T5037
3.4防腐层
3.4.1防腐施工前应对外套钢管件除锈、防腐执行标准CJ/T200规定,除锈应达到标准GB8923-1988中Sa2.5级
3.4.2防腐方法:采用环氧煤沥青三布五油或双层环氧粉沫涂或3PE或玻璃钢。
3.4.3外防腐层击穿电压不得低于5000V,以不打火花为合格
3.4.4长期使用温度为140℃
4.生产工艺要求
4.1钢制管件
4.1.1对于外协管件应遵守相关材料管件标准,并且按照直埋夹套管标准进行防腐和保温。对于钢管焊制管件还要编制焊接工艺评定进行焊接、无损检测工艺实施。
4.1.2热煨弯管——由钢管加热后按一定弯曲半径(≥2.5D)弯制成某一角度的弯管(附2图1)
4.1.3推制无缝弯头——采用无缝钢管管段加热经芯模顶推制作的弯头(附2图2)
4.1.4压制对焊弯头——由钢板压制成型后纵向焊接而成的弯头(附2图2),弯曲角α——弯管或弯头直管段钢管中心线形成的角度(附2图3)
4.1.5弯头与变径管外观要求:
①表面应光滑,如有结疤、划痕、重皮等缺陷时应进行修磨,修磨处应圆滑过渡,并进行着色或磁粉探伤。
②修磨后的壁厚要求:弯曲部分不应有褶皱,允许有波浪形起伏,其凹点与凸点的大高度不应超过弯管公称壁厚的25%。
③小壁厚:弯头与弯管的小壁厚不应小于所连接主管道钢管公称壁厚的87.5%。
④弯处椭圆度:弯头与弯管弯曲部分的大椭圆度不应超过6%。
⑤管端椭圆度:弯头与变管的直管段管端200mm长度范围内,钢管椭圆造成外径公差不能超过公称外径±10%,且不大于公称壁厚。
⑥弯头与变管的形位公差:曲率半径、中心距、平面度、管端垂直度等要求分别符合GB/T12459、GB/T13401和SY5275中相应的规定。
- 河北盛邦
- 直埋蒸汽管道,钢套钢保温管,预制直埋管,..
- 保温管
- 赵志浩
- 河北
- 河北盛邦
- 硅酸铝
- B级
- 小区供热
- 0.035
- 350
- 层状
- 圆形
- 300 度
- 1.6
- 2.8 %
- 1.3
- 1.8
- 无缝管
- 1.6 kg/m3
- 2.3 W/(m.k)
塑套钢保温管信息
-
 内蒙古赤峰三缸压浆机设备参数¥ 15500
内蒙古赤峰三缸压浆机设备参数¥ 15500 -
 大丰到重庆云阳卧铺车票面议
大丰到重庆云阳卧铺车票面议 -
 呼伦贝尔能写可行性报告的公司-呼伦贝尔申请立项报告面议
呼伦贝尔能写可行性报告的公司-呼伦贝尔申请立项报告面议 -
 恩施代餐粉生产设备米糠膨化代餐棒生产线厂家面议
恩施代餐粉生产设备米糠膨化代餐棒生产线厂家面议 -
 2立方液压清粪车柴油刮板式铲粪车三轮省力干净扫粪车¥ 21000
2立方液压清粪车柴油刮板式铲粪车三轮省力干净扫粪车¥ 21000 -
 南平45#无缝钢管580100价格商品¥ 4500
南平45#无缝钢管580100价格商品¥ 4500









