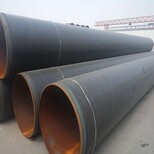
3pe无缝钢管口径273海水循环用3pe防腐钢管加强级3pe防腐直缝钢管生产厂家




- ¥40.00 ≥ 1㎡
- 2025-01-08 05:18:54
- 10 mm
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数


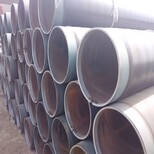
在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实常温剥离跟高温剥离,常温剥离一般在室温下进行,要求100N/cm,成型管后冷却到室温,刚的管子拿来测对胶层的要求很高,厂家都可以一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管

结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的,考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要

防腐百科:检查可控硅及配电柜内水管是否畅通,水压是正常电器元件的冷却;在设备启动后观察冷转换指示,逆变指示灯的状态 对原始焊缝应进行X射线或超声波检验或进行抽查水压实验P=2St/直径159--3620mm壁厚3.5--25mm之间各种钢级双面埋弧焊螺旋钢管及直径57—630mm,壁厚3-16mm之间直缝焊接钢管,每一条螺旋钢管生产线配有X射线,超声波和静水行全线自动检验,螺旋钢管广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设 直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
曲率;4.成型:在JCO成型机上将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6.内焊:采用纵列多丝埋弧焊在直缝钢管
内侧进行焊接;7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 黑色
- Mpa
- 12 m
推荐信息
-
 包覆式3pe防腐螺旋钢管外壁3pe防腐螺旋钢管宏科华现货库存
包覆式3pe防腐螺旋钢管外壁3pe防腐螺旋钢管宏科华现货库存 -
 无缝3pe防腐螺旋钢管咨询3pe防腐无缝钢管宏科华厂家供应
无缝3pe防腐螺旋钢管咨询3pe防腐无缝钢管宏科华厂家供应 -
 直埋3pe防腐螺旋钢管大口径3pe防腐直缝钢管厂家量大优惠
直埋3pe防腐螺旋钢管大口径3pe防腐直缝钢管厂家量大优惠 -
 螺旋钢管3pe防腐管整体包覆式3pe防腐管道宏科华自产自销
螺旋钢管3pe防腐管整体包覆式3pe防腐管道宏科华自产自销



