桂林定制螺旋钢管生产厂家,沧海螺旋管厂

- ¥3000.00
- 2024-07-07 13:14:24
- 6-30mm mm
- 0.0246615
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
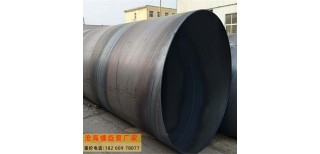
国内的螺旋钢管生产线目前多集中于生产直径219毫米至3620毫米范围的产品,这一生产跨度与所选用原材料的宽度密切相关,直接关系到螺旋钢管成品的质量与规格匹配度。小口径钢管,即直径在219至529毫米之间,理想的带钢宽度应在300至550毫米区间。若带钢过宽,则可能导致粘结不牢,外观欠佳;反之,若宽度过窄,则螺旋钢管的成型工艺难度加大,终产品焊缝近乎直线,失去了应有的螺旋形态美感。
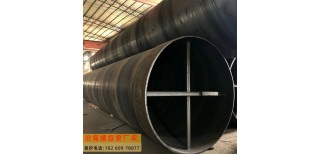
当钢管直径扩展到529至1000毫米时,所用原材料板宽一般升级至685至1100毫米,以确保成型质量。至于直径达1500毫米以上的大型螺旋钢管,则需采用宽度为1500毫米的卷板进行生产。值得注意的是,与小口径钢管相比,大口径钢管的制造技术要求更为严格,不仅在材料处理、焊接技术、成型工艺上均有更高的标准,还需精密的设备支持与严格的质量控制,以保障终产品的性能与稳定性。
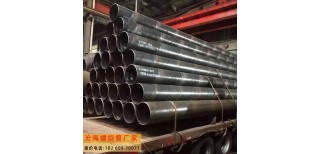
标准螺旋钢管的常规长度设定为12米一段,这是行业内的通用规格,而对于6米、9米或更长达18米等非常规尺寸,则需依据特定需求定制生产。值得注意的是,螺旋钢管的长度本身并不作为衡量其质量优劣的标准。在国家质量标准GB/T9711-2011及行业标准SY/T5037-2012中,评价螺旋钢管质量的在于壁厚的允许误差范围和无损检测的执行情况,而非钢管长度。因此,12米长度的螺旋钢管被视为常规尺寸,主要因为它便于物流运输——这一尺寸设计恰好适应了大多数货运车辆约13米的车厢长度,体现了行业基于实际操作便利性而形成的共识。
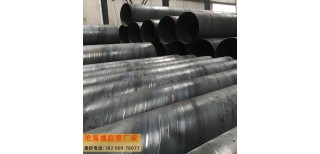
螺旋钢管的制造起始于带钢卷材,通过的双丝双面埋弧焊接技术,被精心塑造为螺旋形态的钢管,这一过程伴随着温控挤压以优化成型效果。此焊接技术确保了焊缝对接,显著降低了边缘错位、焊接偏差及熔深不足等问题的发生概率,提升了焊接质量的可控性与一致性。
其详尽的制造流程如下:
1. **开卷与初步检测**:钢板卷材展开后随即进入生产线,首入的是全面的超声波检测环节,对钢板进行初次质量把关。
2. **平整与边缘处理**:通过压平机消除钢板原有的卷曲状态,随后借助铣边机对钢板两侧进行精细修整,确保边缘平直、宽度适宜,并形成的焊接坡口轮廓。
3. **螺旋卷制**:在连续的生产线上,钢板被逐步卷曲成螺旋管形状,沿其外缘优雅地螺旋上升。
4. **精密焊接与检测**:在钢管成型前,运用自动化埋弧焊接技术进行焊接。这一阶段,系统会对即将焊接的接缝进行连续的在线超声波检测,以确保无遗漏的焊缝质量监控。一旦发现缺陷,系统即刻发出警报并标记,操作员可根据反馈迅速调整工艺参数,即时排除问题。
5. **管端精细化处理**:后,对钢管两端进行精密加工,严格控制端面平整度、槽角及钝边的度,确保所有细节均符合高标准要求。
历经这一系列严谨而精细的步骤,的螺旋钢管终得以呈现在众人眼前,展现了现代制造业的技艺与严格质量控制。
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 焊管
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 426 Mpa
- 12 m
- 友发
- 核电
- 深加工(冲压、折弯等)



