唐山从事螺旋管,规格



- ¥3652.00
- 2025-02-22 04:19:32
- 6-30mm mm
- 0.0246615
- 螺旋管,规格,型号,优势,加工,焊接法兰,防..
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
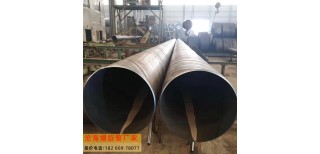
Q235螺旋钢管,Q235原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平,剪边,刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
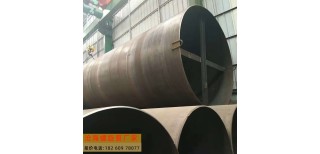
目前大口径厚壁螺旋钢管退磁通常选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机今后,但退磁作用并不能使客户满足,问题在于直流退磁场仅仅发生反向半周磁场,只能让大口径螺旋钢管怎么退磁内部剩磁反向有些抵消,对外表现的剩磁停留在所需的范围内,所以作用很不稳定。往往是在现场可以合格,通过转移、击打后,磁场又超支了。其缘由即是大口径螺旋钢管怎么退磁内部的磁畴没有通过"磁锻炼"处于很不稳定状况。大口径螺旋钢管怎么退磁剩磁的国家标准是30GS以下,HT30D钢管退磁体系可以将钢管剩磁安稳退到10GS摆布,以避免在今后的运输过程中剩磁再反弹。技术指标:外形尺度:400*500*600mm,作业电压:220V,作业电流:5-20A接连可调。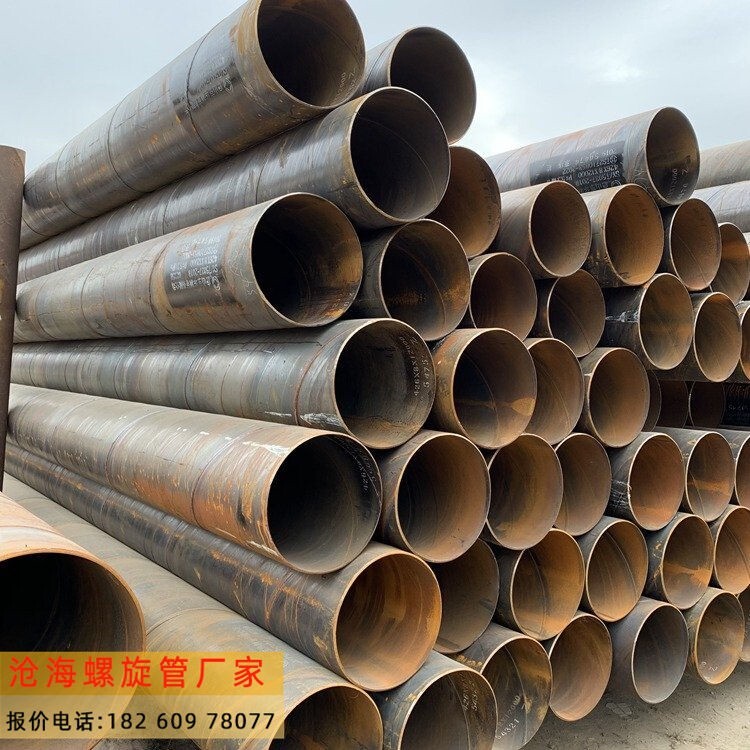
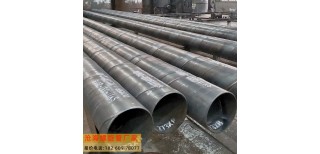
在埋弧焊螺旋钢管的运用以及制作进度中,人类发通晓不少的的焊接以及制作的方式,大大促成了这一行业的稳步迅速的发展,同时也使得此行业在发展中得到优化。当中埋弧自动焊是在1940年创造的一种新的焊接方式,它以及前方的手工焊雷同的地点是它仍然选用渣守护,可是这个渣不是焊条的药皮,是特意熔炼走出的焊药。 改成焊丝往后,用送焊丝的装置以及焊丝盘,连续地送给焊丝,这类焊接方式是连续送进的焊丝,在可熔解的颗粒状的焊剂覆盖下引燃电弧,使焊丝、母材以及焊剂的一部分熔解以及蒸发组成一个空腔,电弧是在空腔内部安稳焚烧,于是把它称之为埋弧自动焊。电弧是埋在空腔里边的。这个焊药体系由一个漏斗装的焊药经过一个管道运送到要焊接的前方。第二个差异是不选用焊条,选用焊丝,因为焊丝能够连续送给;焊条,咱们烧完一根焊条总得有一个焊条头就给扔了,并且操纵得停下来,换焊条而后再焊。而此种焊接方式与其他方式相对于是有很大的优势的。埋弧焊螺旋钢管的这类焊接这类方式,个优势是实足完成了自动化;第二个优势,它是在埋弧下面实行焊接,于是它的热交换以及守护功能对照强,焊接走出的品质对照高;第三个优势,由于埋弧自动焊中电弧埋在焊药下面,于是它能够选用大电流,焊接效率对照高。
- 螺旋管,规格,型号,优势,加工,焊接法兰,防..
- 螺旋管
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 236 Mpa
- 12m m
- Q235B
- 螺旋焊管
- 426*12
- 本厂



