南京过轨热浸塑弯管价格





- ¥25.00
- 2023-06-01 01:03:43
- 2-25
- q235
- 过轨热浸塑弯管,过轨热浸塑电力穿线管,过..
- 刘经理 15703170555
- 河北国圻管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
在现在管制行业快速发展的今天,无论是在我们的日常生活中还是工作中,在很多地方都可以看到弯管的身影,在电力,石油,航海,化工等领域的应用是非常广泛的,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。 在这么重要的使用情况下,弯管加工时的标准和法规是非常重要的。
弯管的用途作用:
1、各种管道中,不可避免地要用到各种弯管,比如船舶管道、汽车油管等各种管路。而圆弧弯管相对于其它类型的弯管有许多优势,,各种物料在圆弧弯管处流动平稳,对管壁冲击力小且均匀;其次,圆弧弯管本身应力集中小,强大高,抗冲击力大;
2、随着现代钢制家具的兴起,办公椅、沙滩椅、行李车、购物车、童车、童床、电脑桌等等,几根金属管材构成几条明亮的线,实用,便利,安全,可靠;
3、空调制冷管就基本都是弯管了,小U型管,回型弯等等;
4、卫浴行业中的弯管现在是越来越多了,水龙头、毛巾架、S型附头;
5、摩托车、汽车、电动车、自行车等交通工具上,车把手、保险杠、车架等;
6、健身器材,灯饰,建筑机械等等行业。
工艺方面:
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩 M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。
管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容:
1、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂;
2、中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
3、如果管件有椭圆度的要求时,控制其断面产生畸变;
4、如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。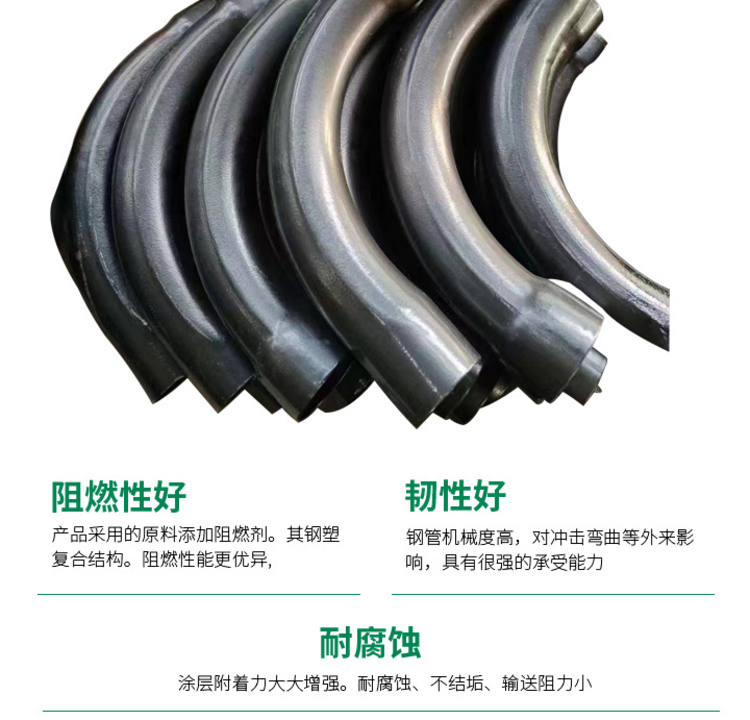
使用情况:
1、电动油泵使用说明书;
2、先将工作油缸旋入方档块的内螺纹,使油缸后端装在支架上的车轮向下;
3、根据所弯管子的外径选择模头,套在柱塞上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管端部的快速接头活动部份向后拉并套在工作油缸的接头上,将电动油泵上的放油螺钉旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞即自动复位。
弯管机生产效率的提高方式:
1、弯管机应有专人负责使用和保管。操作者熟悉机床的结构、性能;
2、严禁超负荷使用弯管机。不得剪切淬火钢料和硬质钢、高速钢、合金钢、铸件及非金属材料;
3、刀片刃口应保持锋利,刃口钝或损坏,应及时磨修或调换;
4、多人操作时应有专人指挥,配合要协调;
5、弯管机上禁止同时剪切两种不同规格的材料,不准重叠剪切;
6、剪板入料时禁止把手促进压板下面操作。剪短料时应另用铁板压住,剪料时手指离开刀口至少200毫米;
7、用撬捧对线后,应立即将撬捧退出方可剪切,如铁板有走动,应用木枕塞牢,以免压脚下来后撬捧弹出伤人;
8、剪好的工件放置平稳,不要堆放过高,不准堆放在过道上。边角余料及废料要及时清理,保持场地整洁。
现提供R。(弯曲半径/管外径)关系曲线图,供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为芯轴区。由于芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。
- 过轨热浸塑弯管,过轨热浸塑电力穿线管,过..
- 冷弯型钢
- 刘经理
- 2-25
- q235
- 轨道交通
- 100*40*20*2.5
- 定制样品
过轨热浸塑弯管价格信息
-
 泰州天然气用3PE防腐钢管,防腐钢管¥ 126
泰州天然气用3PE防腐钢管,防腐钢管¥ 126 -
 玉树天然气用3PE防腐钢管,3pe防腐钢管¥ 126
玉树天然气用3PE防腐钢管,3pe防腐钢管¥ 126 -
 北辰化工给水涂塑钢管¥ 168
北辰化工给水涂塑钢管¥ 168 -
 景德镇小口径给水涂塑钢管¥ 168
景德镇小口径给水涂塑钢管¥ 168 -
 巴彦倬尔国标3pe防腐管厂家¥ 128
巴彦倬尔国标3pe防腐管厂家¥ 128 -
 晋中矿用3pe防腐管价格¥ 128
晋中矿用3pe防腐管价格¥ 128



