金华生产高频焊翅片管厂家






1/6
- ¥30.00
- 2025-02-04 01:21:46
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 韩福江 13932858460
- 衡水恒永暖通科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
三辊斜轧整体型螺旋翅片管其制造原理为:在光管内衬一芯棒,经轧辊刀片的转动 推动,无缝钢管通过轧槽与芯头组成的孔腔在其外观面上加工出翅片。这种方式生产出的翅片管因基管与外翅片是一个有机的整体,因此不存在接触热阻损耗的问题,具有相当高的传热效率。三辊斜轧法与焊接法相比,该生产线具有,原料耗用低,且生产的翅片管换热率高等明显优势。
镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。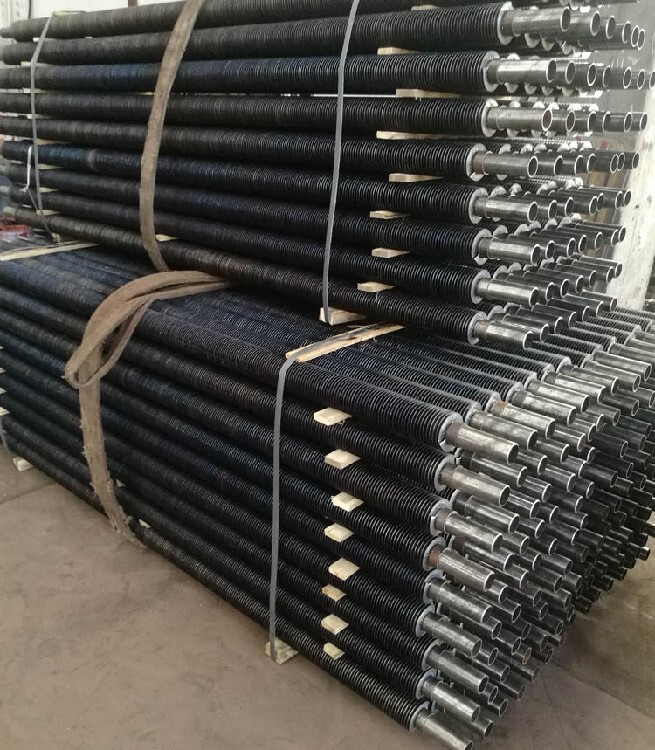
这种观点是错误的。因为散热器中的水是经过防腐、防霉、防锈、防污垢处理过的,水中的氧气含量很低,散热器不易生锈。若是将水排出,空气中氧气含量比水中高,散热器和空气中的氧气大面积接触,更容易发生氧化反应,且氧化的更快。所以,把水倒掉,散热器更容生锈长污垢,严重影响使用寿命。
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 散热器
- 韩福江
衡水恒永暖通科技有限公司为你提供的“金华生产高频焊翅片管厂家”详细介绍
推荐信息
-
 上海铜铝复合暖气片家用耐腐蚀壁挂炉专用煤改气专用暖气片
上海铜铝复合暖气片家用耐腐蚀壁挂炉专用煤改气专用暖气片 -
 钢制柱式暖气片和钢制板式暖气片双水道散热器
钢制柱式暖气片和钢制板式暖气片双水道散热器 -
 卫生间暖气片壁挂式立式暖气片家用暖气小背篓钢制卫浴散热器
卫生间暖气片壁挂式立式暖气片家用暖气小背篓钢制卫浴散热器 -
 散热器卫生间彩暖气片家用水暖铜铝复合壁挂式客厅
散热器卫生间彩暖气片家用水暖铜铝复合壁挂式客厅



