东丽承接螺旋钢管厂家多种材质



- ¥3652.00
- 2024-11-25 12:07:31
- 6-30mm mm
- 0.0246615
- 螺旋管
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
怎么增加螺旋钢管的稳定性能:
1、中小型型钢、盘条、钢筋、中口径钢管、钢丝及钢丝绳等,可在通风良好的料棚内存放,但上苫下垫;
2、一些小型钢材、薄钢板、钢带、硅钢片、小口径或薄壁钢管、各种冷轧、冷拔钢材以及价格高、易腐蚀的金属制品,可存放入库;
3、保管螺旋钢管产品的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要清除杂草及一切杂物,保持钢材干净;
4、大型型钢、钢轨、辱钢板、大口径钢管、锻件等可以露天堆放;
5、在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀;
6、库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房;
7、库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存环境。
螺旋钢管的技术性能与特点有哪些:
1、由表面经镀锌和烤漆双层防腐处理的钢管与塑料管经过缩径、粘接等特殊工艺复合而成;
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃~+55℃,热水管工作温度0℃~+75℃,线膨胀系数为2.5×10-5/℃;
3、清洁、安全卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求;
4、内壁光滑,不锈蚀,不结垢,无通径损失;
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便;
6、从DN15——DN300各规格品种。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统。
大口径螺旋焊接钢管采用卷板,利用螺旋管焊接生产线一次成型。国内已可生产DN3620mm螺旋焊接钢管。螺旋焊管受加工工艺影响,管材存在较大残余应力,这部分残余应力与管道运行期间工作应力组合后,降低了管道承受内压的能力。另外,螺旋焊接管的焊缝较直缝焊管的焊缝长,这就意味着薄弱环节多,可靠性差。但由于输水工程管道内压一般不算太高,即使螺旋焊接管存在上述问题也不影响其应用。按材质可分为灰口铸铁管和延性铸铁管,由于灰口铸铁管口径不大、材质不稳定,因此事故较多,在输水工程中基本不采用。延性铸铁管也称为球墨铸铁管,其强度比钢管大,延伸率也高出10%。另外,现有些厂家生产的球墨铸铁管没进行退火处理,称为铸态球墨铸铁管,其材质的性能除延伸率低于球墨铸铁管外,其余性能指标均与球墨铸铁管相似,价格也低,应用也较多。大口径螺旋钢管焊接的时候时常会出现一些小缺陷,种,气泡现象,主要黑丝因为氢气没有完全被排除导致的,一般都是在焊道的中间出现,要想去除气泡就除去钢管里面的湿气.第二种,裂纹,这种现象一般分为两种原因,一方面是硫化物侵入到管道的内部产生的,另一方面则是热裂纹,消除这种裂纹的方式很简单,只需要将垫板放在起弧和息弧中间就可以了.第三种,是煤渣,这一般都是金属残留物里自带的一种煤渣.第四种,焊透度的意思就是金属的重叠程度还不够多.第五种,当焊缝中心出现沟槽的时候就说明螺旋钢管出现了咬边的情况.螺旋钢管的这些缺陷比较常见,如果不是大面积的话还是不影响使用的。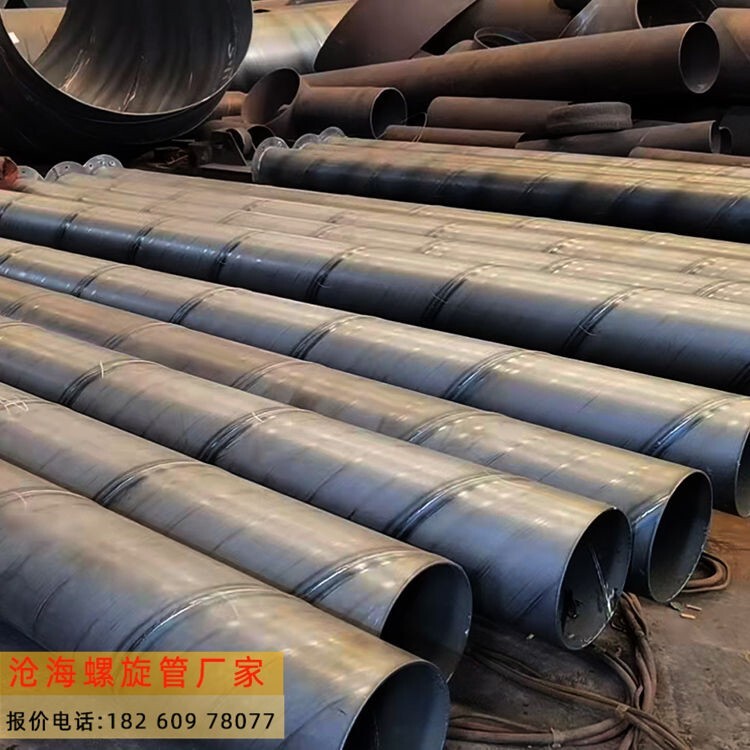
大口径螺旋钢管生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。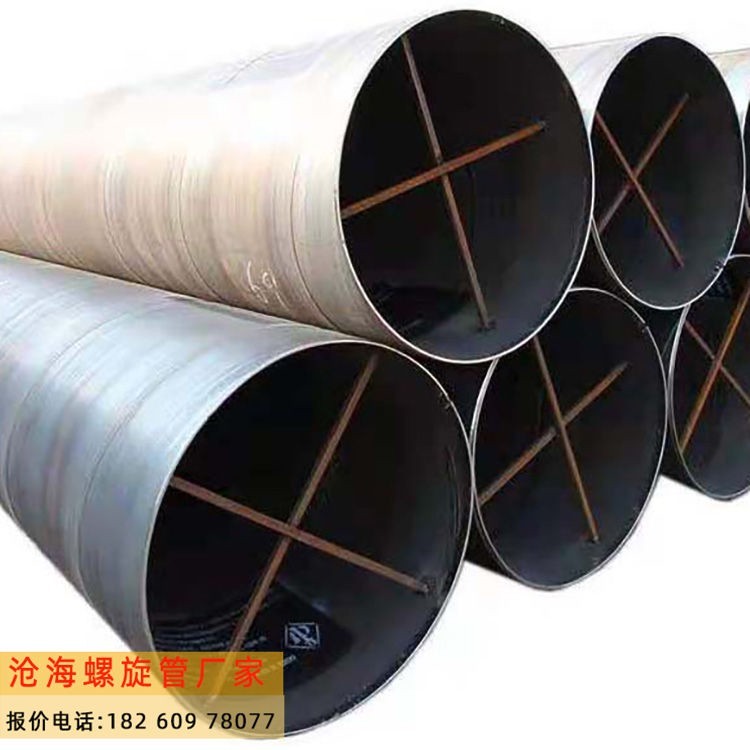
简单分析碳钢螺旋钢管研发设计工艺是以连续送时的焊丝作为电极和填充金属。焊接时,在焊接区的上敷一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热跟用处下,上部分焊剂熔化熔渣并与液态金属产生了冶金反应。熔渣浮在金属熔池的表面。yt008公称口径与实际不相同,按规定壁厚有普通钢管和加厚钢管两种。公司常年研发生产国家指标螺旋焊管,螺旋钢管,厚壁螺旋钢管,双面埋弧螺旋焊管,螺旋焊接钢管,直缝钢管,直缝焊管,直缝焊接钢管,大口径直缝钢管研发生产量达到15万吨,目前库存螺旋钢管,厚壁螺旋钢管,螺旋焊管。
螺旋钢管厂家的主要发展方向是: (1)设计出产新结构的钢管,如双层螺旋大口径螺旋钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏;(2)开发新钢种,进步冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断进步管体的强韧性和焊接机能;(3)鼎力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,目前国内直径大螺旋钢管是3.62米,可生产的大厚度是25.4mm,有些螺旋管厂家忽悠消费者可生产30mm乃至40mm的厚度,纯属误导消费者,误导螺旋钢管使用时的设计人员,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修用度;(4)出产大直径厚壁管以进步耐压能力。大口径螺旋钢管公司让一切变得更美好,蓬勃的发展着。
- 螺旋管
- 螺旋管
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 236 Mpa
- 12m m
- Q235B
- 螺旋管
- 426*12
- 本厂



