澳门外径483pe普通级防腐钢管宏科华





- ¥32.00 ≥ 1㎡
- 2024-07-07 06:25:08
- 12 mm
- 三层pe防腐钢管,3pe防腐管,3pe防腐钢管,..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数










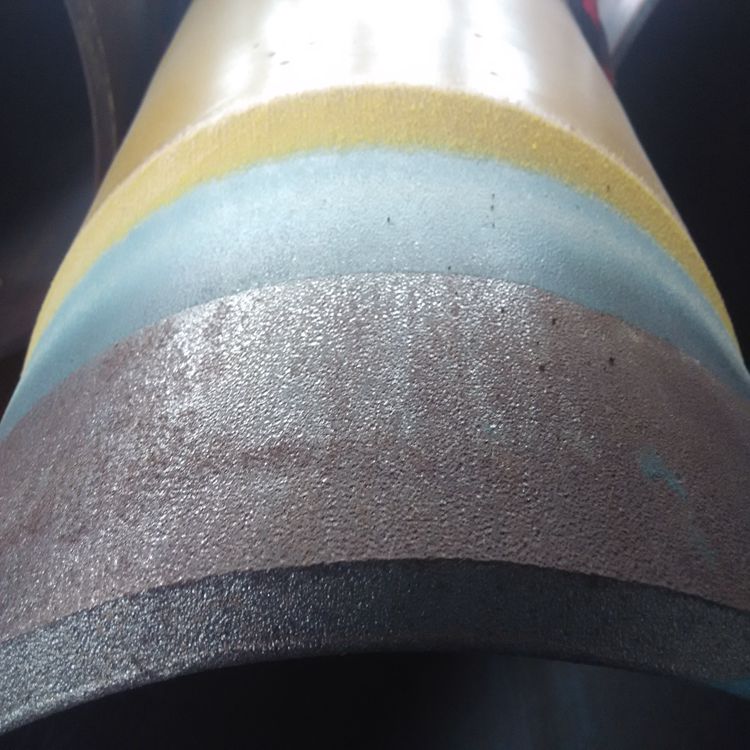


加强级3pe防腐钢管结构: 层环氧粉末,二层胶粘剂,三层聚焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产
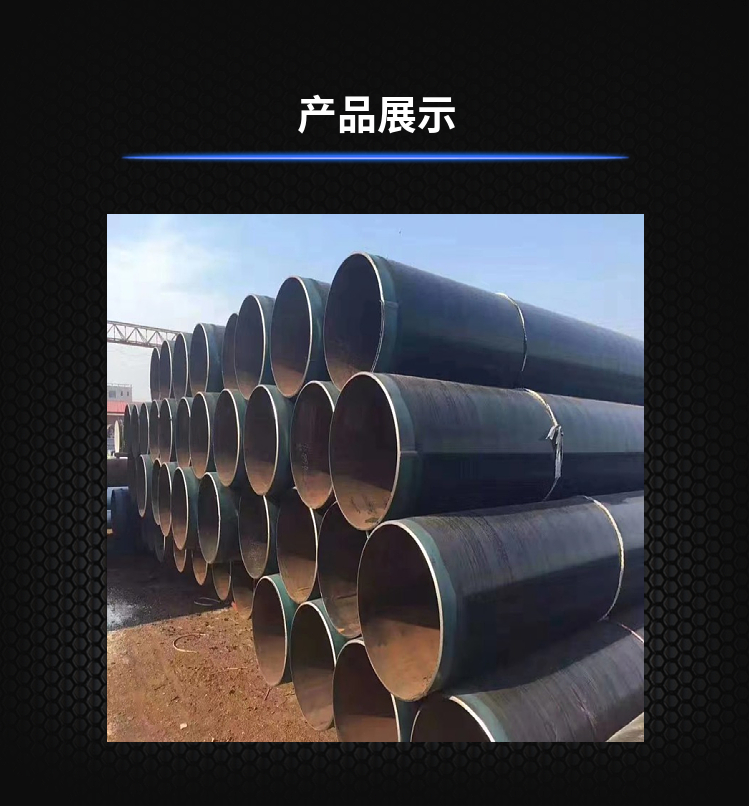
这是螺旋焊管生产区别于直缝焊管生产的重要特征在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低, 同时具备环 氧强度高,PE吸水性低和热熔胶性好等,有很高的防腐可靠性,这种防腐的特点是制作工艺简单,价格低廉是管道制造业普遍认同的防腐 输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比,而流体阻力系数既与雷诺数有关,又与管子表面的粗糙度有关
钢管知识:公式计算公式:P=2SR/D P-试验压力(Mpa) S---钢管公称壁厚(mm) D-钢管公称外径(mm) R-允许应力 钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管
- 三层pe防腐钢管,3pe防腐管,3pe防腐钢管,..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂
推荐信息
-
 加强级3pe钢管3pe天然气管道防腐3pe防腐管道厂家
加强级3pe钢管3pe天然气管道防腐3pe防腐管道厂家 -
 3pe外防腐螺旋钢管埋地3pe防腐无缝钢管加强级3pe防腐钢管厂家
3pe外防腐螺旋钢管埋地3pe防腐无缝钢管加强级3pe防腐钢管厂家 -
 聚乙烯防腐钢管 3pe防腐燃气管道3pe普通级防腐无缝钢管供应厂家
聚乙烯防腐钢管 3pe防腐燃气管道3pe普通级防腐无缝钢管供应厂家 -
 3pe防腐弯头钢制燃气管道的防腐天然气管道3pe防腐钢管厂家
3pe防腐弯头钢制燃气管道的防腐天然气管道3pe防腐钢管厂家