外径7203pe防腐钢管内防腐3pe防腐钢管批发




1/6
- ¥33.00 ≥ 1㎡
- 2025-02-15 00:17:30
- 期货
- 16mn
- 3pe防腐钢管内防腐,三层聚乙烯缠绕防腐管..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数





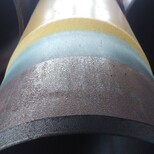
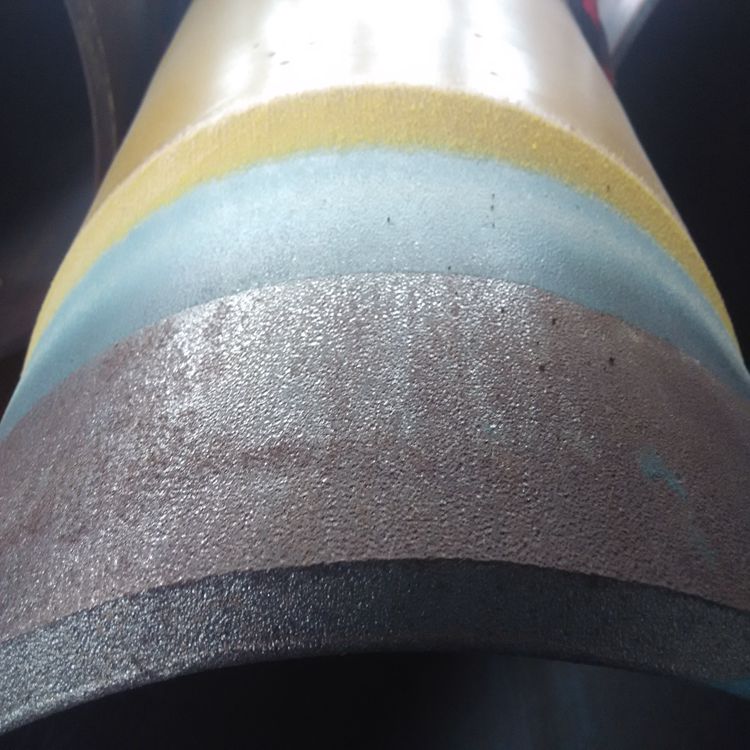
3pe防腐钢管中间层采用基共聚物胶粘剂,共聚物胶粘剂的极性部分与熔结环氧粉末涂层可以反应生成氢键,使中间层与底层形成良好的粘结;而非极性的部分与面层聚具有很好的亲合作用,所以中间层与面层也具有很好的粘结性能带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理
执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,3pe防腐层的抗冲击强度焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产

管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性
- 其它
- 3pe防腐钢管内防腐,三层聚乙烯缠绕防腐管..
- 流体管
- 贾经理
- 期货
- 16mn
- 其它
- 10 mm
- 1111
- 黑色
- 1111 Mpa
- 12 m
- 其它
- 其它
- 其它
- 理计
- 北京
- 受理质量异
- 深加工冲压
- 可配送到厂
宏科华管道装备制造有限公司为你提供的“外径7203pe防腐钢管内防腐3pe防腐钢管批发”详细介绍
推荐信息
-
 DN900螺旋3pe防腐螺旋钢管大口径3pe防腐无缝钢管厂家欢迎实地考察
DN900螺旋3pe防腐螺旋钢管大口径3pe防腐无缝钢管厂家欢迎实地考察 -
 DN400高密度聚乙烯防腐螺旋钢管地埋3pe防腐钢管宏科华自产自销
DN400高密度聚乙烯防腐螺旋钢管地埋3pe防腐钢管宏科华自产自销 -
 DN3003pe加强级防腐直缝螺旋钢管直缝钢管3pe防腐宏科华现货直发
DN3003pe加强级防腐直缝螺旋钢管直缝钢管3pe防腐宏科华现货直发 -
 DN14003pe螺旋防腐螺旋钢管3pe防腐焊管宏科华规格全
DN14003pe螺旋防腐螺旋钢管3pe防腐焊管宏科华规格全



