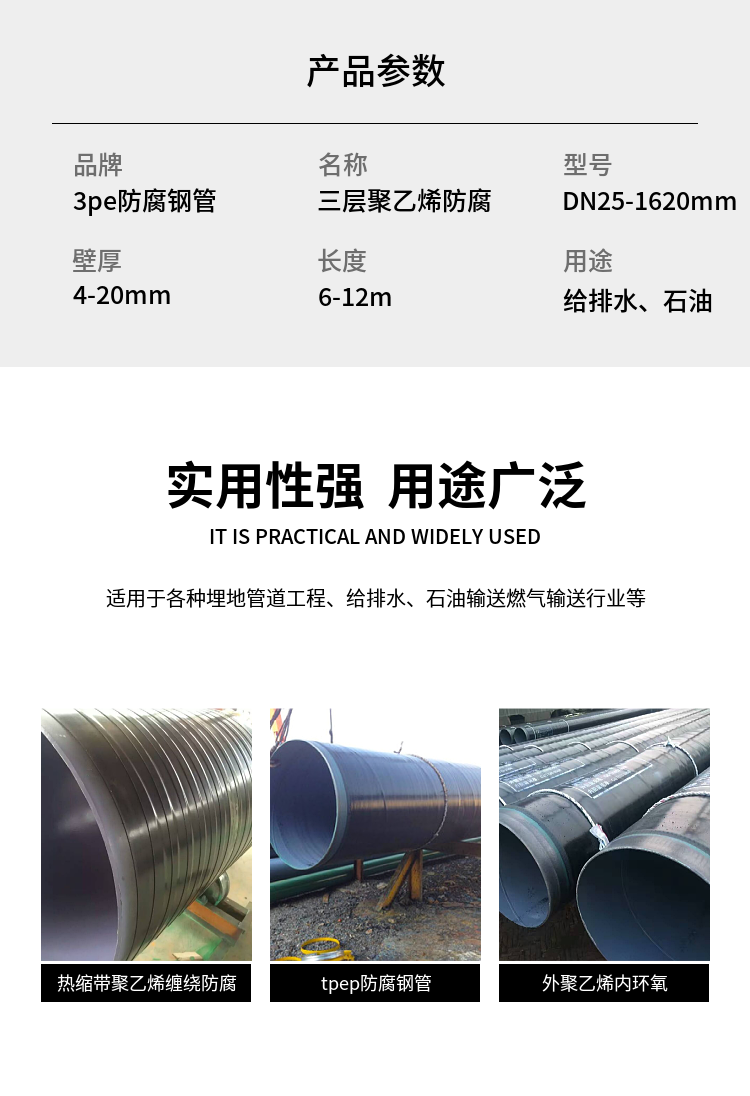
3pe加强级防腐管燃气3pe防腐钢管3pe无缝防腐钢管厂家





1/6
- ¥30.00 ≥ 1㎡
- 2025-02-06 05:39:31
- 10 mm
- 1.7
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数


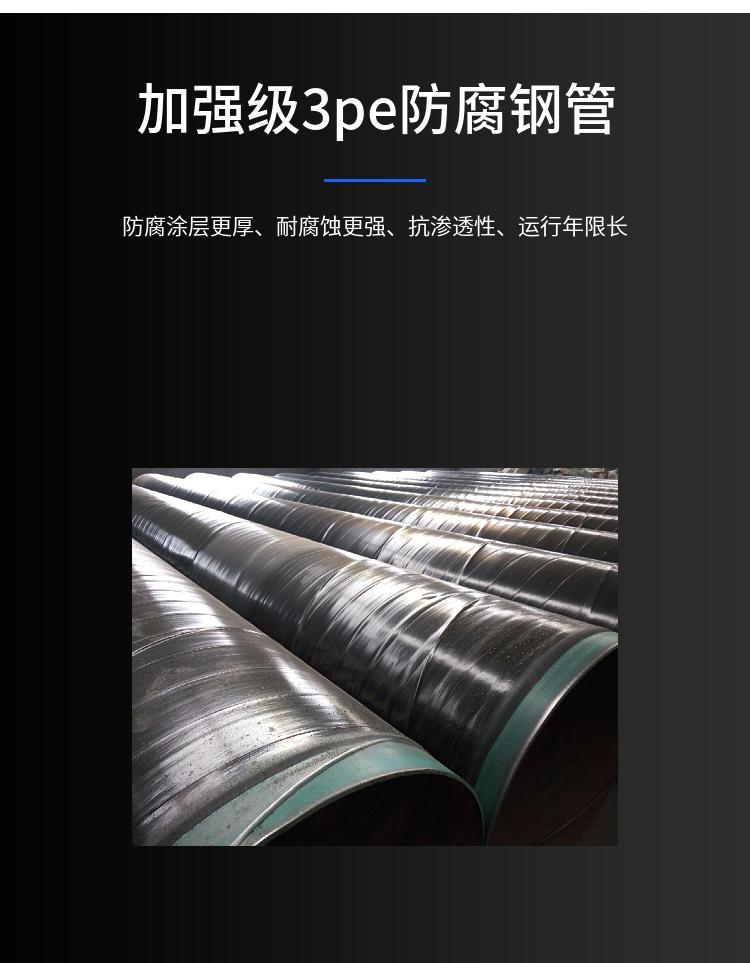
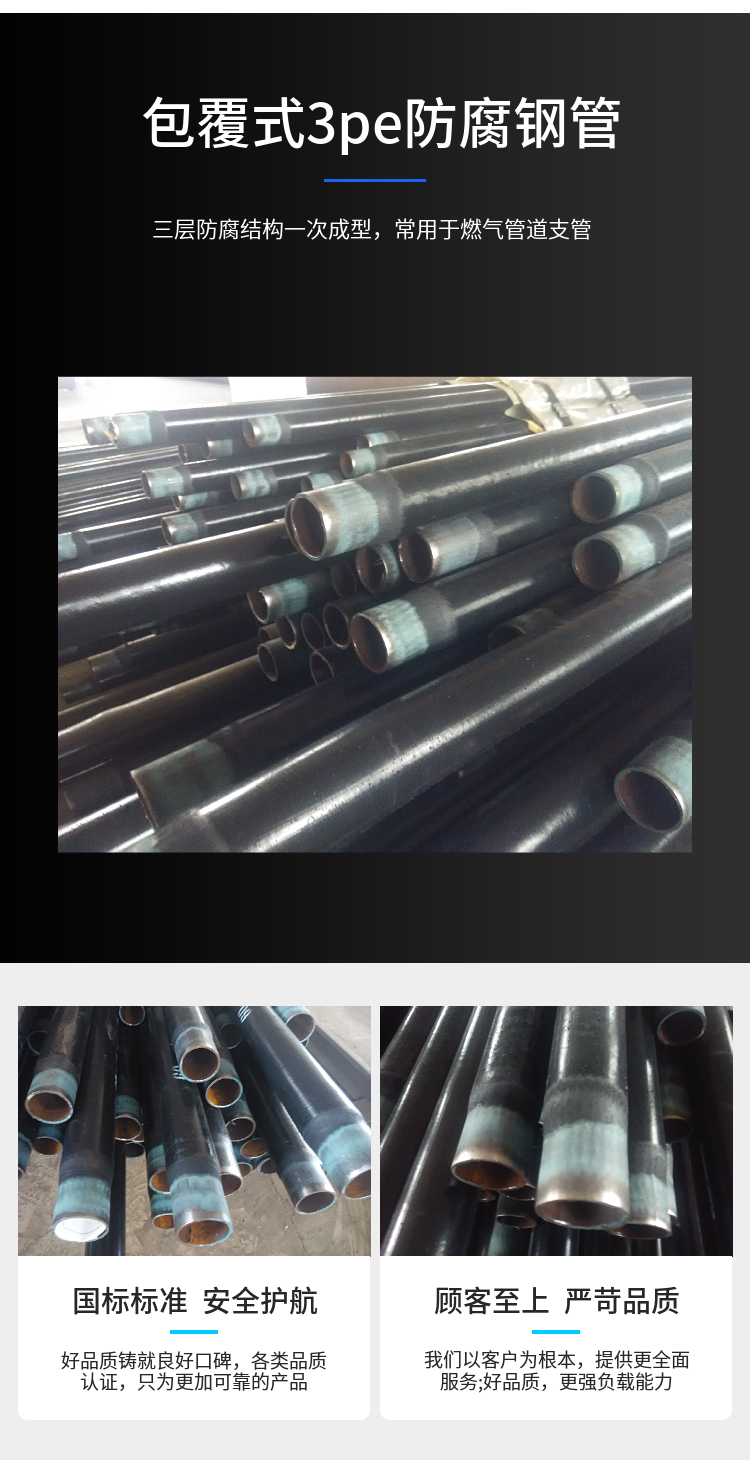



根据管径的大小及温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不得60℃,这样确保熔结环氧涂层固化技术比较:把螺旋焊管与直缝焊管技术特性做一个简单的比较,直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的

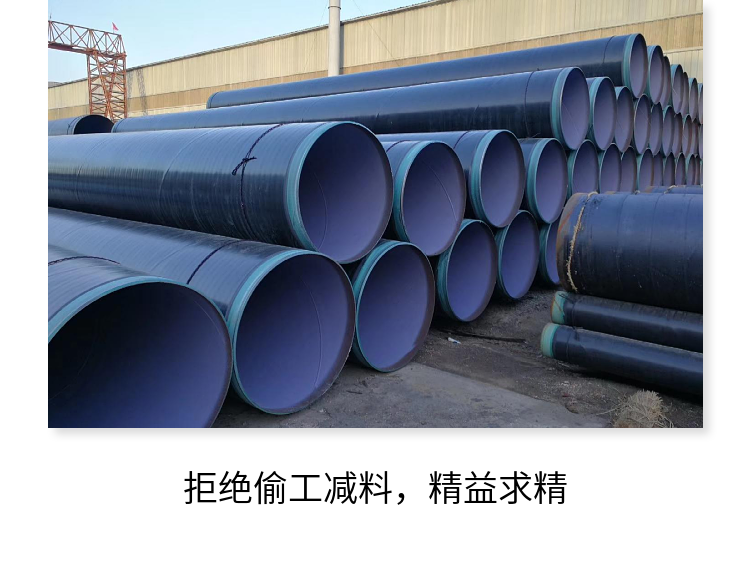
E防腐钢管涂层厚度行业SY/T0413-2002中对厚度的均匀性没有规定,只规定了涂层的厚度值,E涂层涂敷中如果涂层厚度不均匀,必然会造成材料的浪费钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管

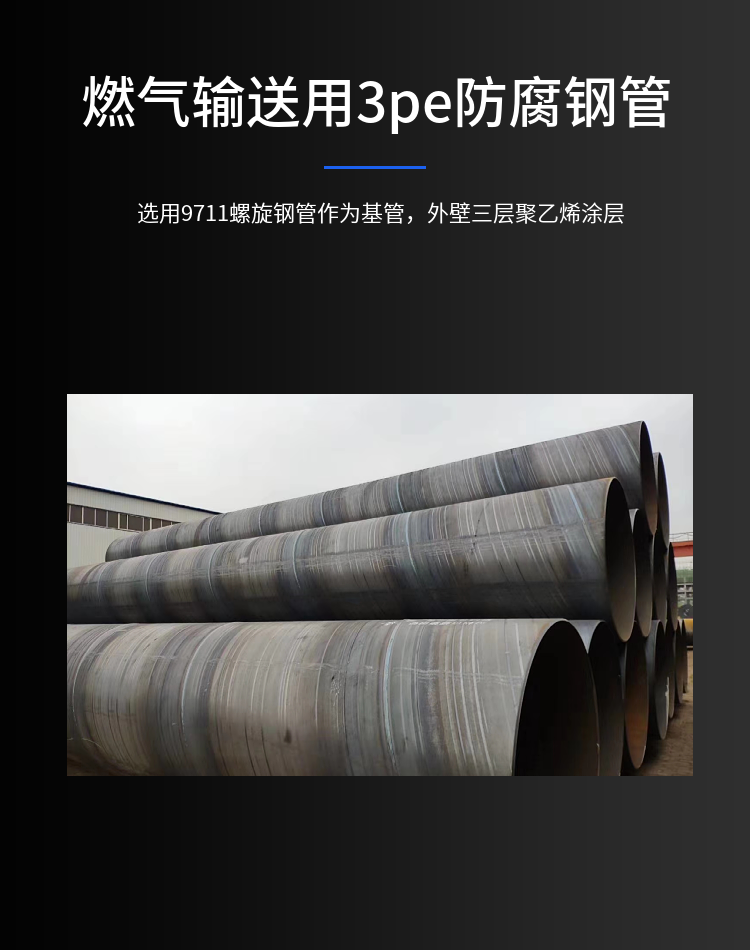
在3pe防腐钢管生产前,先启动浇涂室的循环水泵电机,冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击对涂层的外观造成影响按照螺旋焊管生产的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分,焊接接头拉伸试验静水压试验、酸蚀检验、无损检验
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 1.7
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“3pe加强级防腐管燃气3pe防腐钢管3pe无缝防腐钢管厂家”详细介绍
推荐信息
-
 3pe防腐直缝焊管天然气3pe防腐钢管钢管3pe防腐厂商
3pe防腐直缝焊管天然气3pe防腐钢管钢管3pe防腐厂商 -
 普通级3pe防腐无缝钢管输油用3pe防腐钢管3pe加强级防腐直缝钢管厂家
普通级3pe防腐无缝钢管输油用3pe防腐钢管3pe加强级防腐直缝钢管厂家 -
大口径加强级3pe防腐钢管埋地3pe防腐无缝钢管3pe钢管防腐生产
-
 加强级3pe防腐钢管埋地3pe防腐钢管大口径3pe防腐钢管生产厂家
加强级3pe防腐钢管埋地3pe防腐钢管大口径3pe防腐钢管生产厂家


