金山不锈钢高压锻打弯头






1/6
- 面议
- 2024-09-15 07:23:54
- 弯头,球形弯头 ,球型弯头,球形管件
- 刘海涛 18330736676
- 河北腾泰管道制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。
对焊弯头腐蚀缺陷处的磁导率远小于对焊弯头的磁导率,对焊弯头在外加磁场作用下被磁化,当对焊弯头中无缺陷时,磁力线绝大部分是通过钢管,此时磁力线分布均匀;当对焊弯头内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管的表面。检测被磁化对焊弯头表面逸出的漏磁通,就能判断缺陷是否存在。超声波法超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度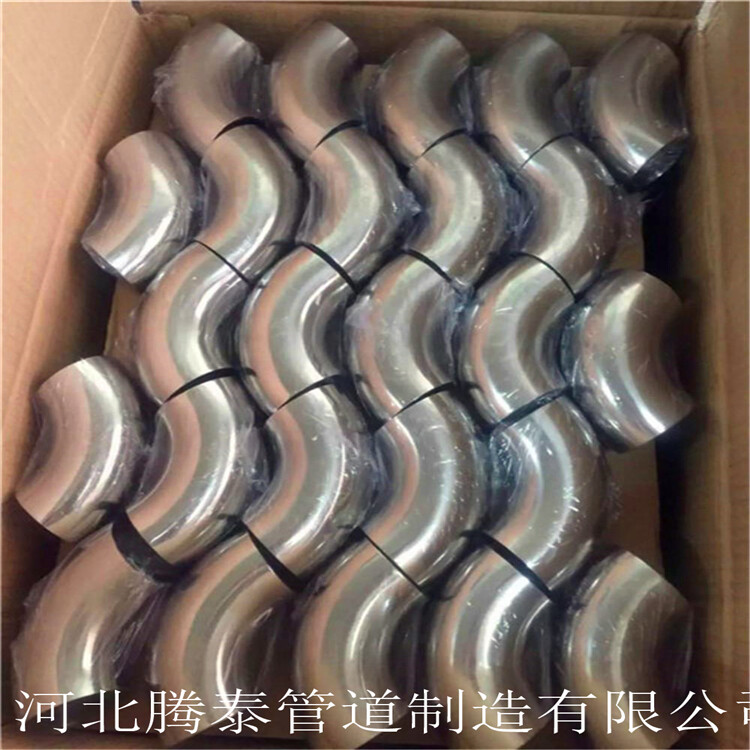
调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。
- 弯头,球形弯头 ,球型弯头,球形管件
- 弯管/弯头
- 刘海涛
河北腾泰管道制造有限公司为你提供的“金山不锈钢高压锻打弯头”详细介绍