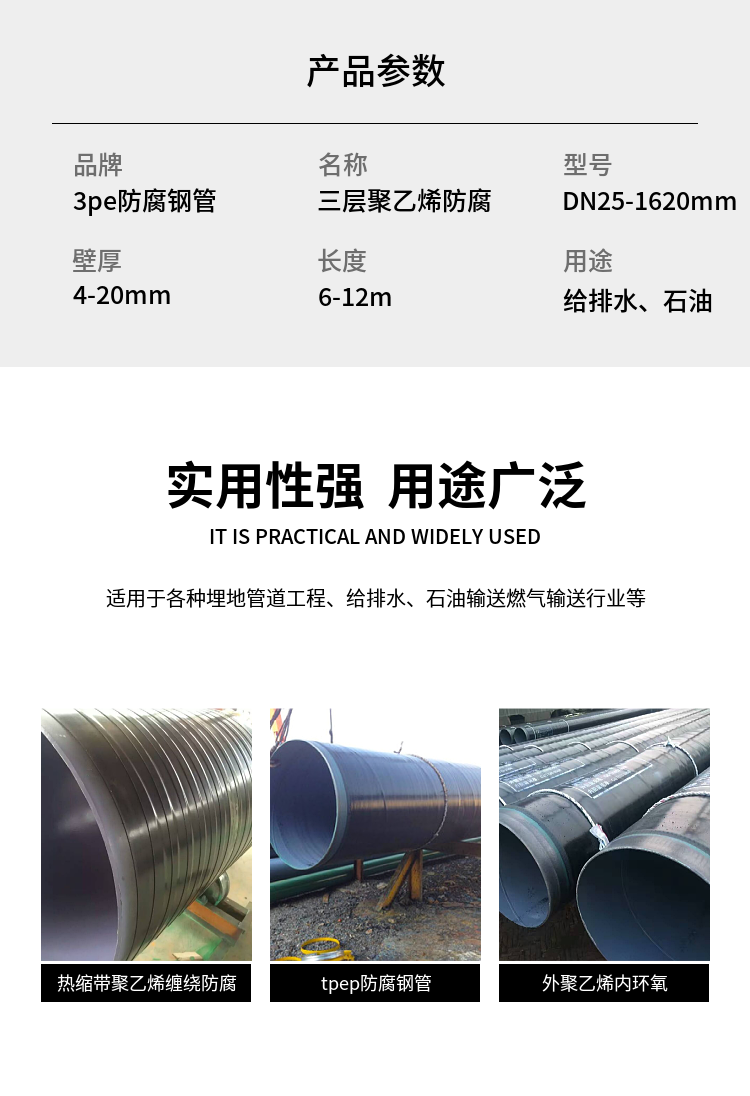
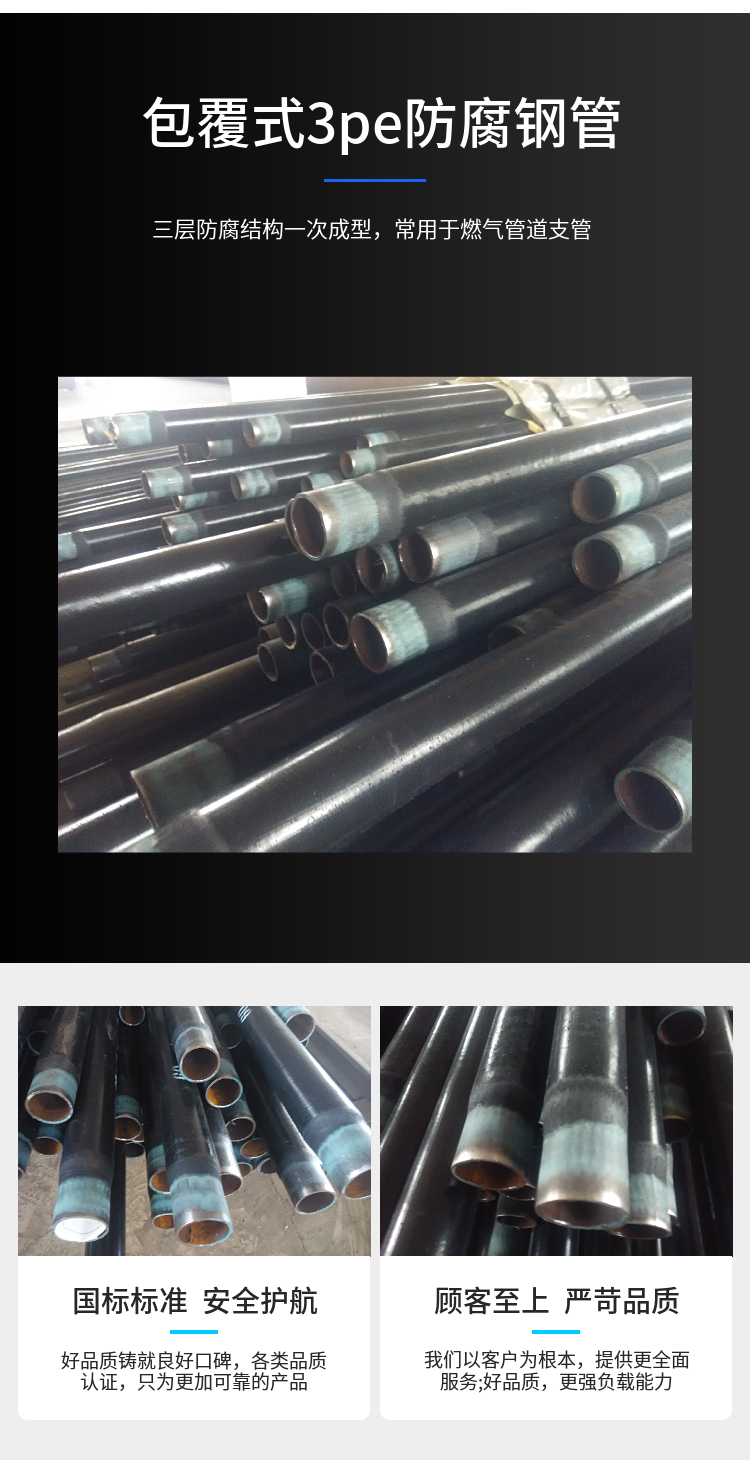
挤压聚乙烯防腐钢管埋地3pe防腐无缝钢管外3pe内熔结环氧防腐钢管生产厂家





1/6
- ¥30.00 ≥ 1㎡
- 2024-09-29 05:39:51
- 10 mm
- 1.7
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数




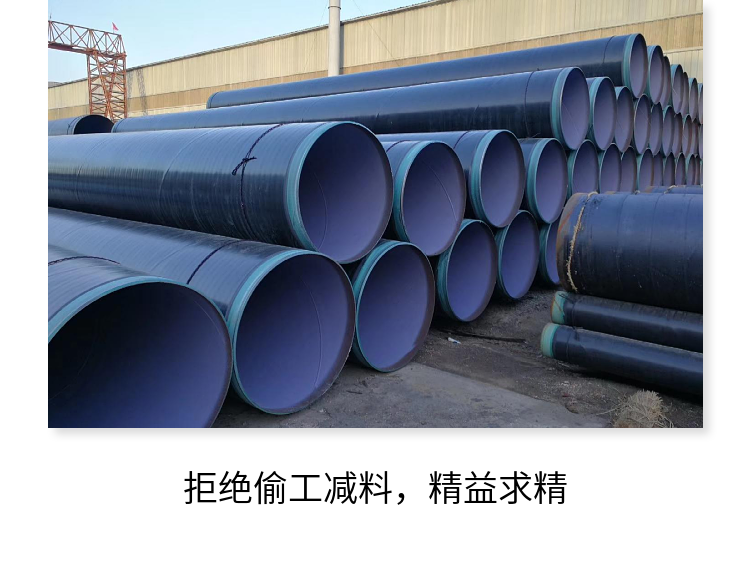

当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t

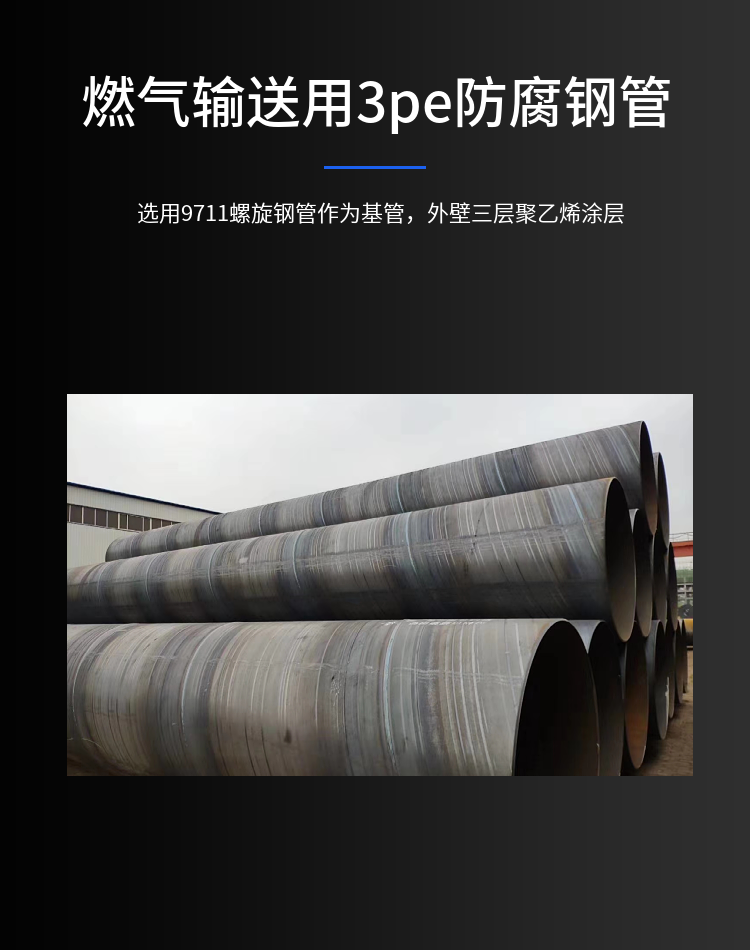
聚材料挤出缠绕到钢管上需要硅胶滚的辊压,这个中不当可能会造成涂层表面出皱褶,另外,聚材料挤出中离开出口模时熔体膜的破裂也会产生类似于皱褶的缺陷,针对皱褶产生的原因相应的控制有胶辊的硬度和压力以及压辊的角度,适当聚的挤出量控制融膜破裂承压参数主要有2ST/T ,S为屈服强度,T为壁厚,现在埋弧焊已经发展成为有双丝埋弧焊,还有多丝埋弧焊,效率更进一步,广范用于钢结构、打桩、流体输送、长输管道等地方
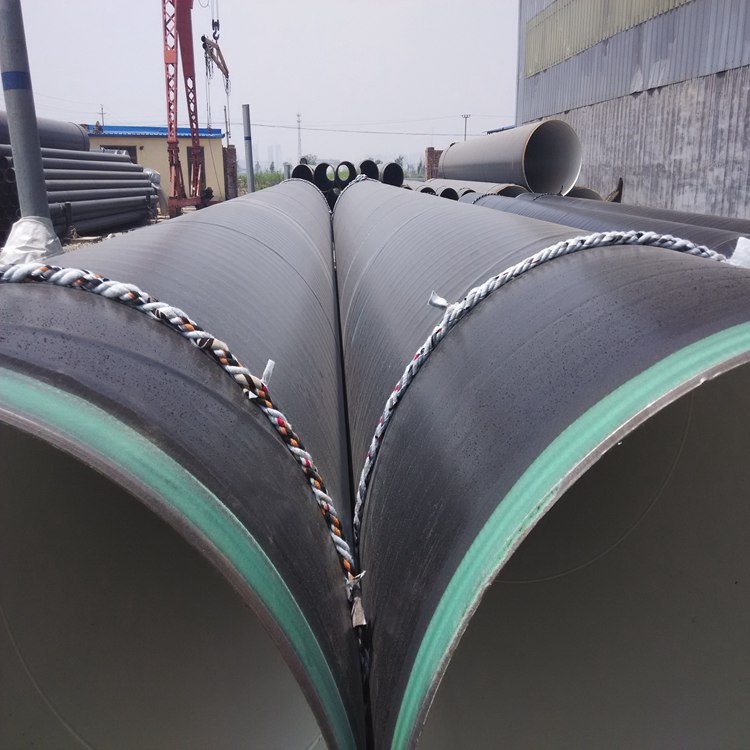
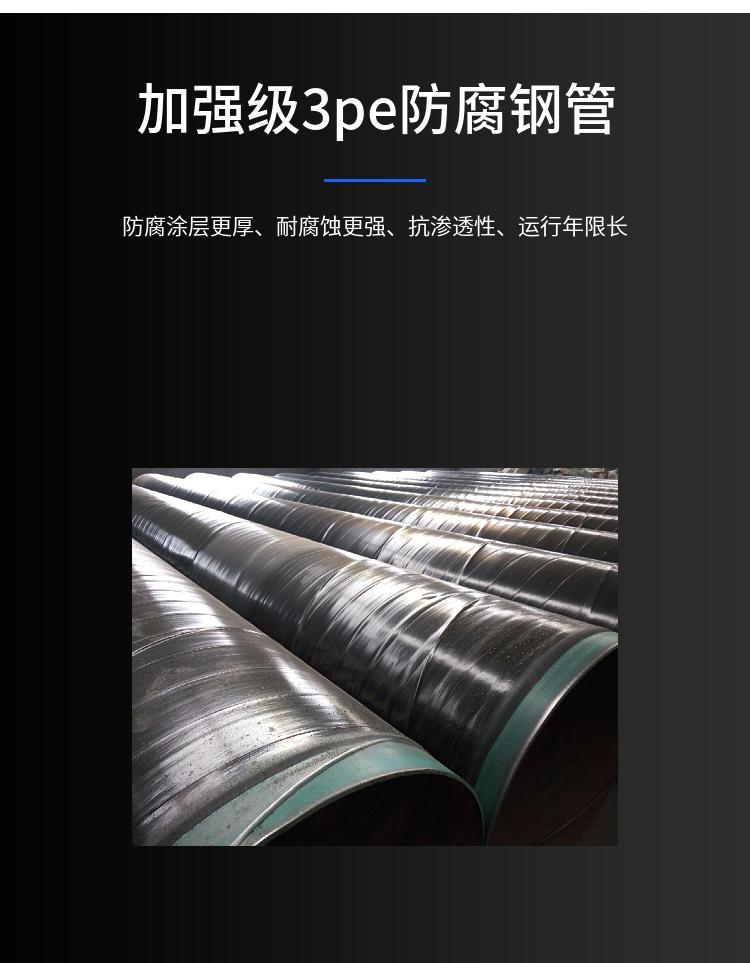
因为薄处的涂层厚度达到时,厚的部位的厚度就会较大的大于涂敷的厚度,而且涂敷不均的情况下很容易造成E防腐涂层厚度达不到的情况输送管线中的压降和管子的长度、流体粘滞系数、流体速度、流体阻力系数都成正比,而和管子的内径成反比,而流体阻力系数既与雷诺数有关,又与管子表面的粗糙度有关
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 1.7
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“挤压聚乙烯防腐钢管埋地3pe防腐无缝钢管外3pe内熔结环氧防腐钢管生产厂家”详细介绍



