枣庄方钢管农业建设用q235b直角方管厚壁6米长



1/6
- ¥4000.00 ≥10吨
- 2025-02-03 14:41:34
- 方管
- 山东
- 方管,方矩管,无缝方管,大口径方管
- 山东枣庄
- 许经理 18963513079
- 山东鑫悦达钢铁有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
生产工艺流程如下:进料——外观检查——机械清理——机械清理——退火——矫直——管头加工——酸洗——中和——水洗——鳞化——皂化——拉拔——检查——切定尺——珩磨——端部加工——矫直——总装——试压——装箱三、技术指标该技术所生产的冷拔管的主要技术指标已达到或部分超过国家标准GB8713--88和标准ISO4394/I-1980(E)的要求。详见下表:主要技术指标与标准对照表项目实际达到GB8713-88ISO4394/I内径尺寸公差H8H9H10H8H9H10H8H9H10直线度0.3/1000A:0.3/1000A:0.5/1000B:1/1000B:1/1000C:1.5/1000C:1.5/1000壁厚偏差±5%壁厚±10%壁厚±10%壁厚圆度0.04无规定无规定四、产品开发采用“冷拔方管技术”冷拔后的精密方管可直接用作气动缸筒(烟台、青岛、肇庆等国内气动元件厂已大量使用)。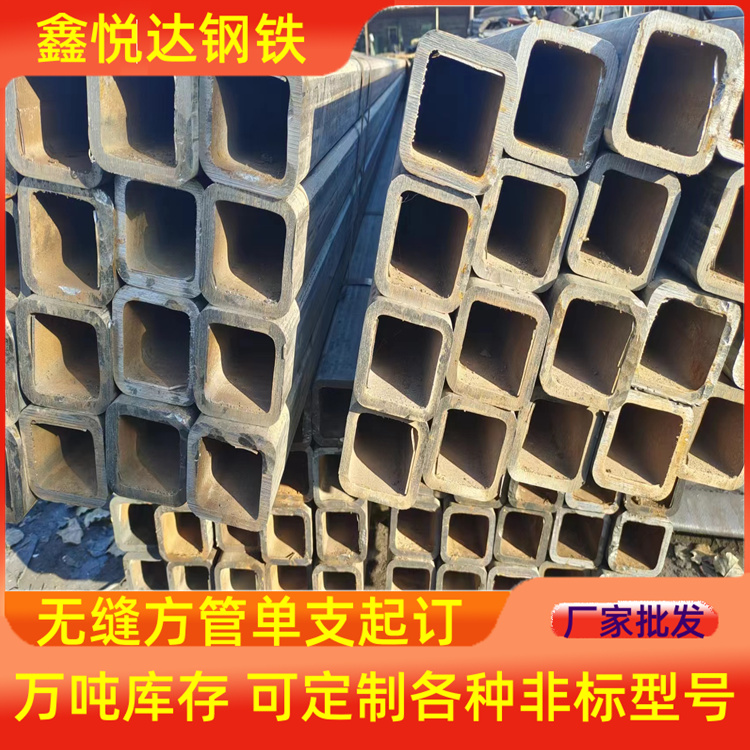
钢管的质量要求钢管表面质量:表面光洁要求a.危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。产生原因:由于管坯的表面缺陷或内部缺陷所带来的。生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。管坯(钢管)在加热轧制,热以及矫程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
S355J2属欧洲标准热轧结构钢产品,同系列其他材质如S355JO等。
C:≤0.22;Si:≤0.55;Mn:≤1.60;P:≤0.025;S:≤0.025;Cu:≤0.55;
S355为欧标低合金高强度板
终脱氧剂也种类繁多,由初的单元素脱氧过渡到复合元素脱氧及新型的还原气体脱氧。即:单一金属终脱氧剂单一金属脱氧剂包括铝、锰、硅等,早应用于沉淀脱氧工艺。1)铝多数钢企都采用铝作为终脱氧剂。铝不但是强脱氧剂,而且钢中含有一定的酸溶铝含量还可以细化钢的晶粒度和防止钢液二次氧化。2)锰锰也是常见的脱氧元素,其与铝、硅等脱氧剂联合使用,有利于增强硅铝的脱氧能力,同时有利于硅铝等杂质的排出。冶炼沸腾钢时,只用锰脱氧。
终脱氧剂也种类繁多,由初的单元素脱氧过渡到复合元素脱氧及新型的还原气体脱氧。即:单一金属终脱氧剂单一金属脱氧剂包括铝、锰、硅等,早应用于沉淀脱氧工艺。1)铝多数钢企都采用铝作为终脱氧剂。铝不但是强脱氧剂,而且钢中含有一定的酸溶铝含量还可以细化钢的晶粒度和防止钢液二次氧化。2)锰锰也是常见的脱氧元素,其与铝、硅等脱氧剂联合使用,有利于增强硅铝的脱氧能力,同时有利于硅铝等杂质的排出。冶炼沸腾钢时,只用锰脱氧。

钢牌号须由以下几部分构成:
—本标准号(EN10025-2);
—钢名或钢号:钢名由以下几部分构成:
—符号字母S(结构钢)或者E(工程钢);
—有关厚度≤16mm的以MPa为单位时,其屈服强度的描述;
—可行时,标记冲击功的质量组成名称;
—可行时,标记用于特殊用途的字母;
—如产品按“+N或+AR”状态交货时,则须标记“+N或+AR”。
焊接矩形管也称矩形管。是用钢板或钢带经过卷曲成型后焊接制成的矩形管。焊接矩形管生产工艺简单。生产。品种规格多。设备资少。但一般强度低于无缝矩形管。20世纪30年代以来。随着带钢连轧生产的迅速发展以及焊接和检验技术的进步。焊缝质量不断提高。焊接矩形管的品种规格日益增多。并在越来越多的领域代替了无缝矩形管。焊接矩形管按焊缝的形式分为直缝矩形管和螺旋矩形管。直缝矩形管生产工艺简单。生产。成本低。发展较快。
焊接矩形管也称矩形管。是用钢板或钢带经过卷曲成型后焊接制成的矩形管。焊接矩形管生产工艺简单。生产。品种规格多。设备资少。但一般强度低于无缝矩形管。20世纪30年代以来。随着带钢连轧生产的迅速发展以及焊接和检验技术的进步。焊缝质量不断提高。焊接矩形管的品种规格日益增多。并在越来越多的领域代替了无缝矩形管。焊接矩形管按焊缝的形式分为直缝矩形管和螺旋矩形管。直缝矩形管生产工艺简单。生产。成本低。发展较快。
本品无腐蚀,不燃、不爆、便于使用,运输和储存。#(号)钢和4Cr钢调质的热工艺调质是淬火加高温回火的双重热,其目的是使工件具有良好的综合机械性能。调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。为使调质件得到好的综合性能,一般含碳量控制在.3~.5%。调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
- 方管,方矩管,无缝方管,大口径方管
- 方管
- 山东枣庄
- 许经理
- 方管
- 山东
- Q235
- 0.8mm mm
- 1.3
- 黑色
- 强 Mpa
- 5-15m m
- 鑫悦达
- 方管
- 鑫悦达仓库
山东鑫悦达钢铁有限公司为你提供的“枣庄方钢管农业建设用q235b直角方管厚壁6米长”详细介绍
推荐信息
-
 迪庆方通管玻璃幕墙用16mn异型方管一支起发
迪庆方通管玻璃幕墙用16mn异型方管一支起发 -
 围栏网用20×40镀锌马蹄管小口径D形管各类型材
围栏网用20×40镀锌马蹄管小口径D形管各类型材 -
 宝鸡厚壁八角管汽车驾驶室用厚壁八角管厂家定制
宝鸡厚壁八角管汽车驾驶室用厚壁八角管厂家定制 -
 30×30镀锌三角管道路护栏扶手用57×57镀锌三角管价格
30×30镀锌三角管道路护栏扶手用57×57镀锌三角管价格



