镇江小口径防腐钢管厂家,铁红漆防腐钢管





- ¥125.00
- 2023-05-30 01:03:48
- 防腐钢管,环氧富锌防腐钢管,铁红漆防腐钢..
- 刘经理 15703170555
- 河北国圻管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
防腐螺旋焊接钢管厂主要的检验/控制项目包括:
看防腐螺旋焊接钢管厂长度外观质量:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定;
防腐螺旋焊接钢管厂外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度;
防腐螺旋焊接钢管
化学成分,焊接接头拉伸试验,静水压试验,酸蚀检验,无损检验;
一般防腐螺旋焊接钢管厂机组均采用在线连续检验方式来焊缝的的焊接质量,这是螺旋钢管生产区别于直缝钢管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的。
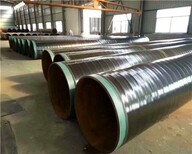
地埋3pe防腐螺旋焊管作为油气的传输载体,地面工程的重要设施之一。是连接上游资源和下游用户的纽带,由于管道长期埋在地下,随着时间的推移,外界土壤特性及地形沉降等因素的影响,管道会发生腐蚀、穿孔、泄漏,田和国家带来严重的损失。受施工、给油气管道腐蚀造成的经济损失可分为直接损失和间接损失。直接损失包括:更换设备和构件费、修理费和防腐费等;间接损失包括:停产损失、腐蚀泄漏引起产品的流失、腐蚀产物积累或腐蚀破损引起的损失,间接损失远较直接损失大,且难以估计。管道腐蚀除了考虑造成的严重经济损失外,它还会引起有害物质的泄漏,对环境造成污染,甚至还会引起突发的灾难事故,危及人身安全。
地埋3pe防腐螺旋焊管对于输送天然气的长输管道和集输管网,管道外防腐技术的采用和施工质量直接关系到管道的安全运行和使用寿命。由于管道穿越地区地形复杂、土壤性质千差万别,埋地钢质管道需要采取不同的外防腐措施。管道外防腐技术发展的主要特点体现在防腐材料的、复合化、使用寿命长和良好经济性。
地埋3pe防腐螺旋钢管防腐的胶粘带制品主要有聚乙烯防腐胶带,聚丙烯纤维防腐胶带、聚乙烯660型防腐胶带,环氧煤沥青防腐冷缠带,其中聚乙烯防腐胶带和聚丙烯纤维防腐胶带的应用范围大,完够满足各种管道防腐工程。具有粘结力强、与背材粘结性好、抗冲击性好和与阴极保护匹配好等特点,在北美、南美及国内一些管道工程中都有使用。
高架桥梁打桩螺旋钢管用于土木建筑结构、码头、桥梁等基础桩用钢管。
高架桥梁打桩螺旋钢管主要参考标准为SY/T5040-2008(桩用螺旋焊缝钢管)。
高架桥梁打桩螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种、的新焊接方法,但埋弧焊的应用领域依然未受任何影响。
高架桥梁打桩螺旋钢管生产工艺
1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
5.采用外控或内控辊式成型。
6.采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。
8.焊完的焊缝均经过在线连续超声波自动伤仪检查,了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
9.采用空气等离子切割机将钢管切成单根。
10.切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
13.每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。
14.管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
高架桥梁打桩螺旋钢管主要规格管径范围:口径325mm-2400mm ,壁厚范围8-60mm,长度范围6-12m。
- 防腐钢管,环氧富锌防腐钢管,铁红漆防腐钢..
- 螺旋管
- 刘经理
镇江小口径防腐钢管信息
-
 阳泉国标防腐钢管厂家,环氧富锌防腐钢管¥ 125
阳泉国标防腐钢管厂家,环氧富锌防腐钢管¥ 125 -
 延庆小口径防腐钢管价格,环氧树脂防腐钢管¥ 125
延庆小口径防腐钢管价格,环氧树脂防腐钢管¥ 125 -
 门头沟消防防腐钢管厂家,环氧富锌防腐钢管¥ 125
门头沟消防防腐钢管厂家,环氧富锌防腐钢管¥ 125 -
吕梁化工防腐钢管厂家,铁红漆防腐钢管¥ 125
-
 愚公斧劈裂机,河北平山隧道多功能护坡凿岩分裂机加工¥ 6980
愚公斧劈裂机,河北平山隧道多功能护坡凿岩分裂机加工¥ 6980 -
 河北化工防腐钢管厂家,环氧树脂防腐钢管¥ 125
河北化工防腐钢管厂家,环氧树脂防腐钢管¥ 125