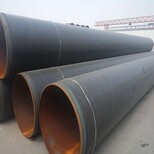
特加强级3pe防腐钢管天燃气防腐钢管大口径3pe防腐直缝钢管生产厂家





- ¥40.00 ≥ 1㎡
- 2024-12-16 05:36:51
- 12 mm
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数








执行: GB/T23257-2009 《埋地钢质管道聚防腐层技术》、SY/T0413-2002 《埋地钢制管道聚防腐层技术》、DIN30670-91 德《钢管和管件的聚涂层技术》、CAN/CSA-Z245.21-M92 加拿大《钢管外壁聚防腐涂层技术》 普通级E防腐钢管管道结构:层环氧粉末(FBE>100um),二层胶粘剂(共聚胶)170~250um,三层聚(PE)2.5~3.7mm带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查,每根钢管经过静水压试验,压力采用径向密封,试验压力和时间都由钢管水压微机检验装置严格控制,试验参数自动打印记录一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管
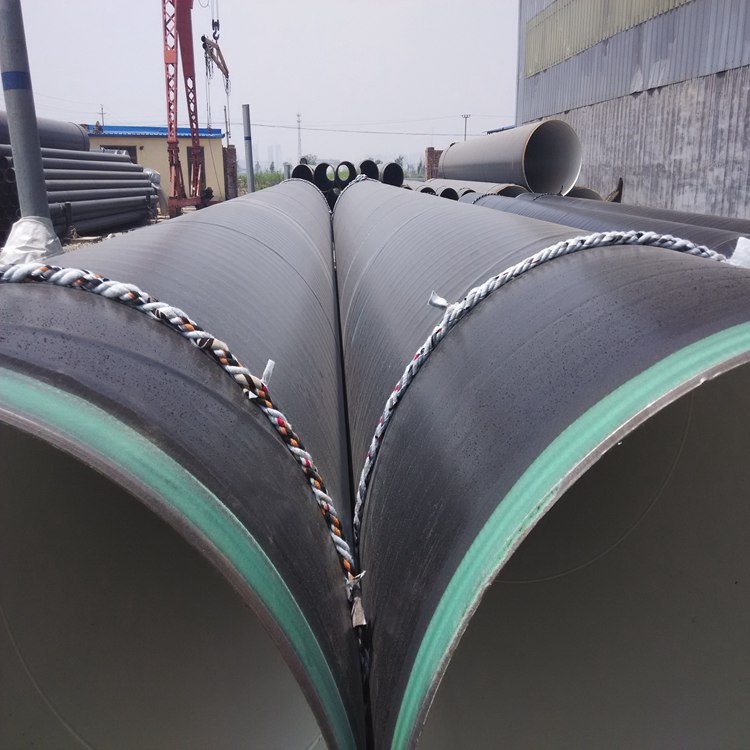
输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值 E防腐将三种材料通过钢管加热缠绕等工艺融为一体,与钢管结合形成防腐层,其综合了环氧涂层与聚两种防腐层共同性能,将环氧涂层的特性等优点结合起来,防腐能力输送钢管API Spec 5L GB/T9711-1997 SY/T5037-2000 管端外径偏差+2.38mm -0.79mm D<508 ±0.75%D或±2.5取小值,D≥508 ±0.50%D或±4.5取小值
钢管知识:直缝钢管扩径初步整圆阶段,扇形块打开直到所有扇形块都到大口径钢管,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管初步整圆,一般用的扩径机属于直缝金属焊管设备,它是用锥体扩胀头,在钢管内扩胀,达到去除大口径钢管的成
型压力和焊接应力,并直缝焊钢管全长段真径大小一致,设备由小车,扩胀器,工作套筒,固定座,油缸,站,台架,液压站,电控组成,扩胀器设置在小车,扩胀器由工作套筒连接在油缸上,扩胀器是由扩胀头,扩胀块,导向盘,拉杆等组成,通过分段
式机械挤胀直缝金属焊管外形定径螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管,但是与相同长度的直缝管相比,焊缝长度而且生产速度较低,因此较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较强,易于变更尺寸,适合于小批量、多品种螺旋管的生产
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂



