川泰不锈钢焊接法兰,小型焊接法兰厂家



- ¥10.00
- 2025-02-28 01:33:34
- mm
- 焊接法兰,碳钢法兰,板式平焊法兰,不锈钢..
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
法兰焊合方式都有哪些?
管道中法兰焊合有平焊,对焊以及乘插焊法兰等形式,不同的焊合方式,其成品焊合法兰的质量、性能特点和应用范围也不一样。具体一点,就是:
承插焊是将管道插入法兰内进行焊合的;对焊是采用对焊法兰,管道与对焊表面对焊。承插焊口不能进行X射线探伤,对焊可以进行,因此建议采用对焊法兰进行焊合接头检测要求。
一般来说,对焊的要求比承插焊要求高,焊合后质量好,但检测方法相对严格。要做辐射探伤、磁粉套接焊或熔透试验(如磁粉用碳素钢、不锈钢熔透),如果管道中的流体焊合要求不高,则建议采用承插焊来方便地进行检测。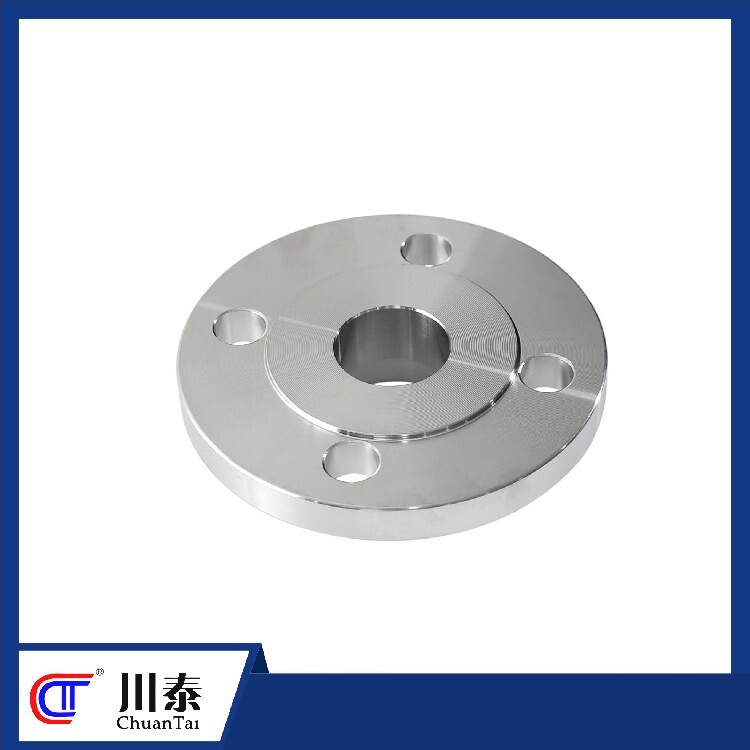
承插焊合的连接形式主要用于焊合小直径阀门和管道、管件和管道焊接。一般情况下,小直径管道壁厚薄,易错位、易腐蚀,对焊难度大,更适合承插焊。此外,承插焊具有补强作用,因此常在高压下使用。但是,承插焊存在一些缺点,一是焊合后应力状况不佳,容易发生未焊透情况,管道系统中存在间隙,不宜用于腐蚀敏感介质的管道系统和具有较高洁净度要求的管道系统。再者,特高压管道,即使管壁直径小,壁厚也很大,也可以尽量采用对焊连接,避免承插焊。
简而言之,承插焊是由角焊缝形成的,对焊是由对焊和对接焊缝形成的。在分析焊缝的强度和应力状况时,对焊是要优于承插的,因此在压力水平高、使用条件差的情况下,一定要采用对接的形式。
好了,以上就是关于法兰焊合方式和应用范围的介绍,希望大家有所了解。毕竟我们只有足够了解了,我们才能用合适的焊合方式来焊合法兰,进而更好地使用焊合法兰,才能整个管道的连接质量,不会发生泄漏情况,才能更好地服务于我们的生活和生产。
对焊法兰这种管件是指带颈和圆管过渡并与管子对焊联接的法兰,与平焊法兰不同,对焊法兰不易变形且密封性好。另外,它们的价格相对便宜,所以被广泛使用。压力或温度波动较大的管道或高温,高压和低温管道是对焊法兰适用于的地方。用于输送贵重,易燃和易爆介质的管道。那么,您知道如何安装使用对焊法兰吗?安装使用对焊法兰时我们又应该了解注意事项?
2.在安装对焊接法兰之前,请注意清洁。毕竟,法兰的密封表面要用垫圈和螺栓紧密连接。法兰密封面应采用特殊的清洁工具和方法进行清洁,这样的目的是防止对焊法兰的损坏。
对焊接法兰的两种安装方法:
1、在连接对焊接法兰之前先布置不锈钢管件的内侧和外侧,然后在需要连接的管道上安装带有开槽环的法兰。在上方,管道的端口需要进行90度翻边处理。处理后,需要对管道的端口表面进行打磨。打磨后,它应该无毛刺、凹凸和变形,垂直且平整的,并且需要使用工具将它弄圆。
2、运用成品进行翻边短管然后将其焊接在管材上运用,将两侧安装的O形橡胶密封圈和不锈钢密封圈插入带有槽环的法兰中进行密封。密封环的内孔的内径与管道的内径相同,然后用螺栓将法兰孔连接。螺栓组件需要对称地拧紧。拧紧对焊法兰时,请注意每个接头的密封并符合要求的规格。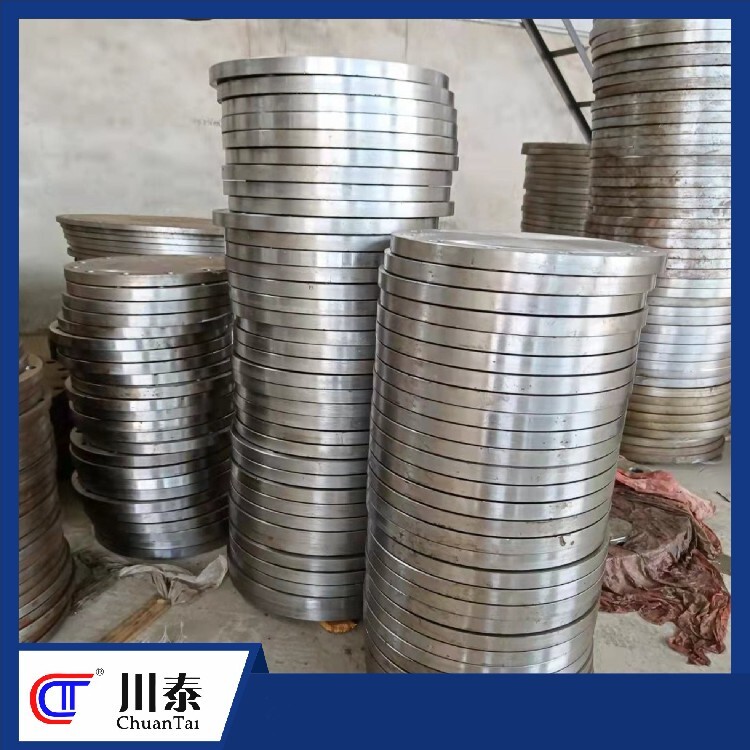
一、对焊法兰的生产工艺流程
1、离心浇铸
将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,后用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。
2、自由锻
要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行一定角度的弯曲操作,以便根据需要来连接不同方向的两个管件;后根据实际需要长度对材料进行切割。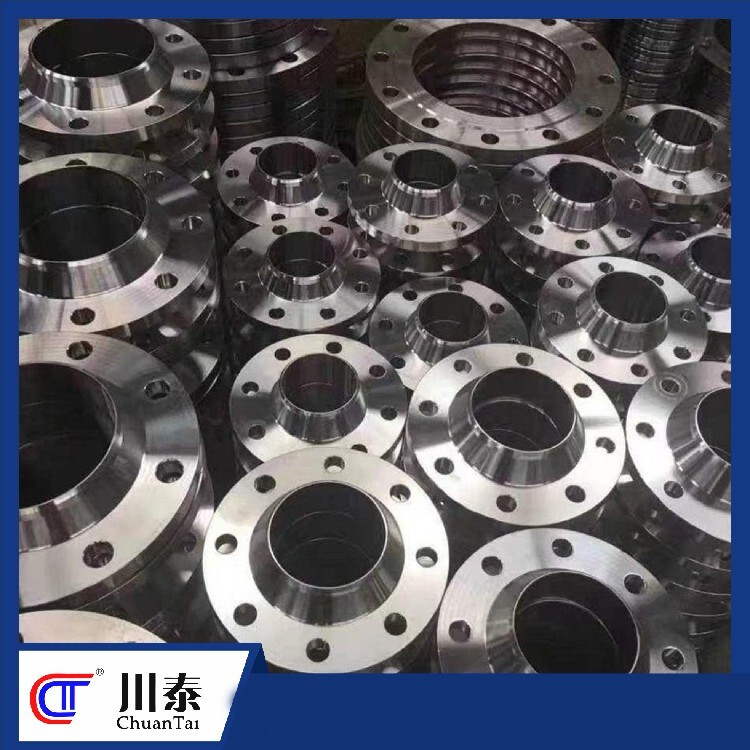
法兰是很容易焊漂亮的。
2、法兰找正固定好后,将法兰置于平焊角缝的焊接位置,就可以连速焊四分之一后,再到对边焊四分之一,这样对边的焊完头道,第二道就顺一个地方起头直到焊完。
3、漂亮平焊角缝的焊接要素;
3.1、选择合适的焊接电流,电流相对要大一点。
3.2、确定合适的焊条角度,运条幅度要小,要平稳,电弧要短,压住电弧,看住熔池。
3.3、注意引弧不要污染管道及法兰表面,收弧要填平收弧点。
3.4、要一口气焊完一颗焊条。
4、注意用绝缘体垫好法兰,避免因不当接触打坏法兰接触面。
- 焊接法兰,碳钢法兰,板式平焊法兰,不锈钢..
- 平焊法兰
- 王恒远
- mm
- 单色
- 横向型
- 碳钢
- 法兰
- 100
- 国标
- 耐腐蚀
- 焊接
- 强
- 工程机械
- 可定制
- 焊接
- 水



