崇州夹芯板


- 面议
- 2021-02-13 04:56:18
- 夹芯板
- 成都威固活动板房有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
传统的粉末冶金发泡工艺中 ,板芯的结合主要依靠热压工艺完成 ,结合强度较低,芯层粉末致密度不理想,并且受热压模具尺寸的限制,不能生产大规格的夹心板材料。工艺影响:轧制复合粉末冶金发泡工艺可制备出的泡沫铝夹心板材料,轧制复合过程可使芯层粉末达到的致密度,发泡后得到的夹心板具有良好的泡沫结构,板芯形成了理想的冶金结合。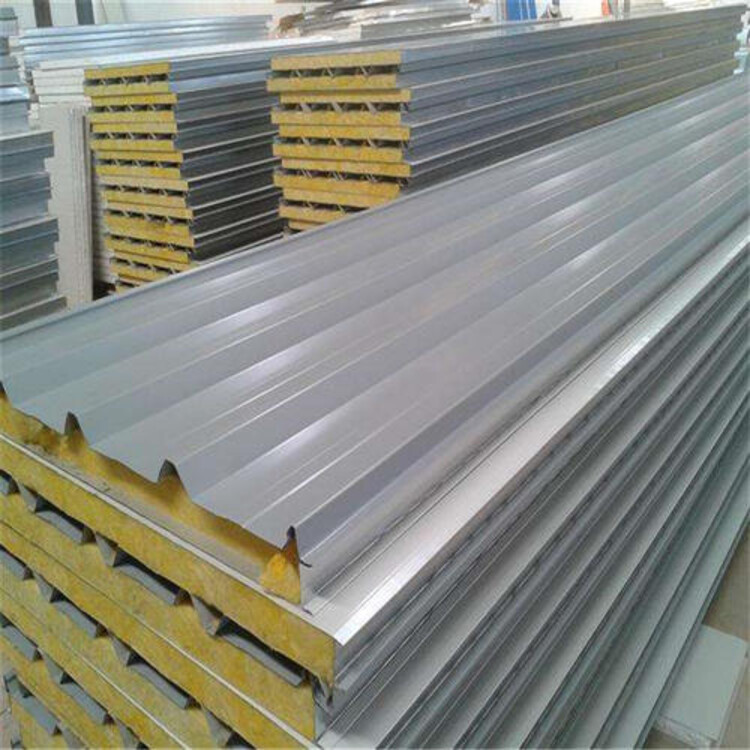
可发泡复合板适宜的发泡温度为615 ~620℃,温度过高会使芯层出现大尺寸连通孔等缺陷。发泡温度为 620℃时,发泡时间 4 ~ 6min 是较优化的工艺条件,发泡时间过长会使泡沫层塌陷。金属泡沫材料的制造工艺通常采用熔融法和粉末冶金方法。如果把金属泡沫材料作为结构件来使用,就考虑到它们与其他材料的连接问题。连接致密金属的普遍的方法是焊接。
采用粉末与钢板轧制工艺可以成功地制备出钢面板泡沫铝夹心结构,但在发泡过程中孔的合并及微孔的产生是影响孔结构的重要因素。钛颗粒在孔壁上的富集对孔的稳定性起到一定的积极作用。凝固过程中孔壁上产生了弯曲和皱褶现象,所以对凝固过程的控制也是很重要的。
质量轻,每平方米重量低于24kg,可以充分减少结构造价。安装快捷,自重轻,插接、安装及可以随意切割的特点,决定其安装的简便,可提益,节省工期。防火,彩钢复合加芯板的面质材料及保温材料为非燃或难燃材料,能够满足防火规范要求。耐火,经特殊涂层处理的彩色钢板保新达10-15年,以后每隔十年喷涂防腐涂料,板材寿命达35年以上。
优势本身给出了答案,低的重量和大的稳定性相结合使夹芯板成为一种特的材料它还提供了更多的优势比如:由于更大的刚度和更轻的重量使其易于加工厂即使大型零部件也可处理;的热和噪声抑制性能;简单经济的零部件生产;定制的组件解决方案;更高的可持续发展目标更低的资源消耗。
聚苯夹芯板(EPS):EPS夹芯板是以彩色钢板为面层,以阻燃聚苯乙烯泡沫板为芯材,用双组份聚氨酯作为胶结剂,经连续加热加压复合成型,定尺同步切割而成的夹芯板。它由5层材料复合而成,即彩钢板—聚氨酯胶—聚苯乙烯泡沫塑料板—聚氨酯胶—彩钢板。
- 威固
- 夹芯板
- 钢夹芯板
- 廖先生
崇州夹芯板信息
-
 中山沙溪镇净化器清洗报价面议
中山沙溪镇净化器清洗报价面议 -
 江北钢管架搭建出租面议
江北钢管架搭建出租面议 -
 百色品牌高杆灯厂家/高杆灯价格,15米18米高杆灯¥ 2000
百色品牌高杆灯厂家/高杆灯价格,15米18米高杆灯¥ 2000 -
 重庆渝北区管道清洗24小时随叫随到面议
重庆渝北区管道清洗24小时随叫随到面议 -
 中山净化器清洗上门服务面议
中山净化器清洗上门服务面议 -
 成都夹芯板厂家价格面议
成都夹芯板厂家价格面议









