L290管线钢3pe防腐煤矿用3pe防腐钢管燃气管道用3pe防腐钢管厂家




1/6
- ¥40.00 ≥ 1㎡
- 2024-06-29 05:58:33
- 10 mm
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数











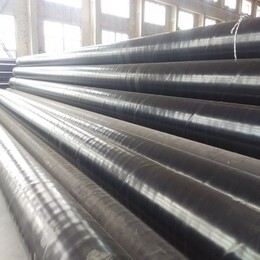
在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实 执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,E防腐层的抗冲击强度这是螺旋焊管生产区别于直缝焊管生产的重要特征
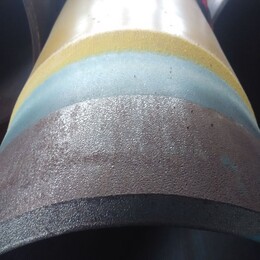
防腐百科:E防腐涂层的剥离是为了对防腐涂层结构和涂敷工艺分析,涂层的剥离通常有两种 采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产 卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 黑色
- Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“L290管线钢3pe防腐煤矿用3pe防腐钢管燃气管道用3pe防腐钢管厂家”详细介绍



