西藏镀铝锌压型板51-253-760型可做出口包装






1/6
- ¥34.50 ≥3000米
- ¥36.50 2000-3000米
- ¥39.60 300-2000米
- 2024-10-28 05:01:01
- 支持定制
- 其它
- 钢承板,承重板,组合楼板,镀锌压型板
- 马海涛 18722079666
- 天津捷创新型建材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
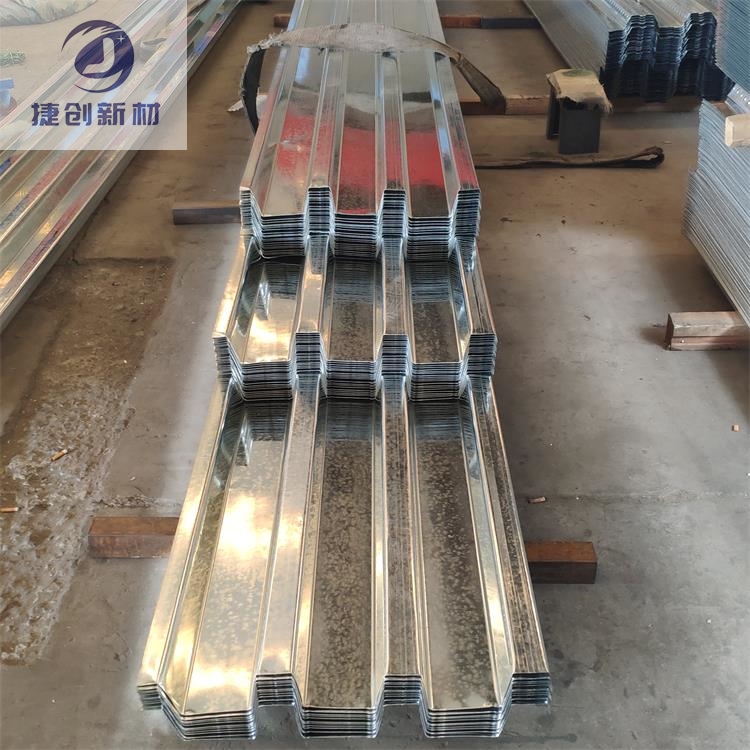
镀铝锌压型板51-253-760型可做出口包装

轧机设有翼缘冷却装置,要尽量避免冷却水喷溅到腹板上,引起腹板温度降低。3)轧件的冷却轧件上冷床后,要尽量缩短在步进梁的停留时间,快速进入链式段进行立冷,通过腹板间的热辐射减小腹板的冷却速度。轧件几何尺寸的调整1)适当减薄BD轧机来料腹板厚度,使轧件翼缘总的压下量有所增加,头、尾翼缘宽度(高度)方向上有一定的压下量;同时利用轧件翼缘较厚的特点,加大前面道次轧边机压下量,防止轧件中间部分翼缘宽度超正公差。
可做出口包装

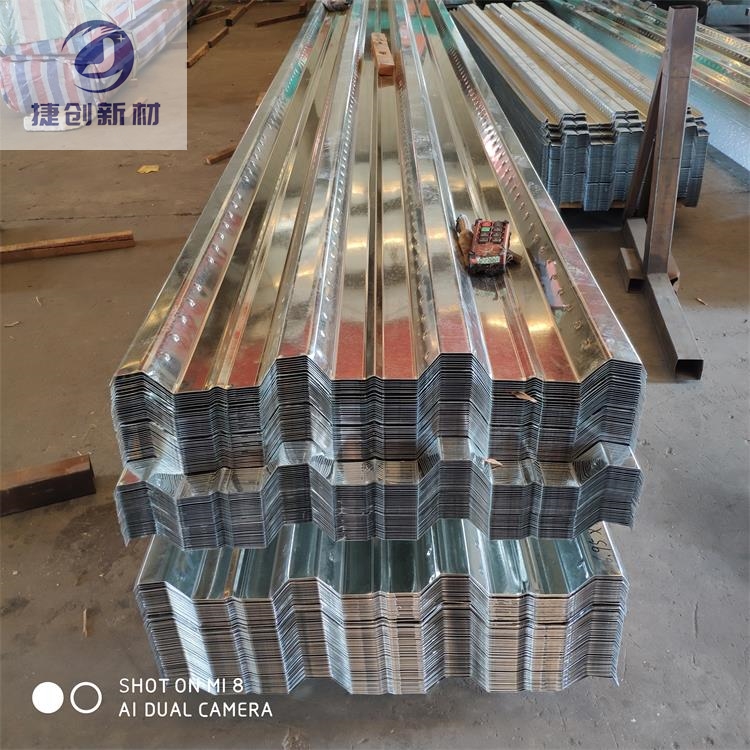
镀铝锌压型板51-253-760型可做出口包装
- 捷创
- 钢承板,承重板,组合楼板,镀锌压型板
- 楼承板
- 马海涛
- 支持定制
- 其它
- 天津
- 镀锌板
- 捷创
- 其它
- 其它
- 其它
天津捷创新型建材有限公司为你提供的“西藏镀铝锌压型板51-253-760型可做出口包装”详细介绍



