3pe加强级防腐钢管生产厂家3pe增强级防腐钢管DN65宏科华发货及时






1/6
- ¥33.00 ≥ 1㎡
- 2024-10-05 05:49:40
- 期货
- 16mn
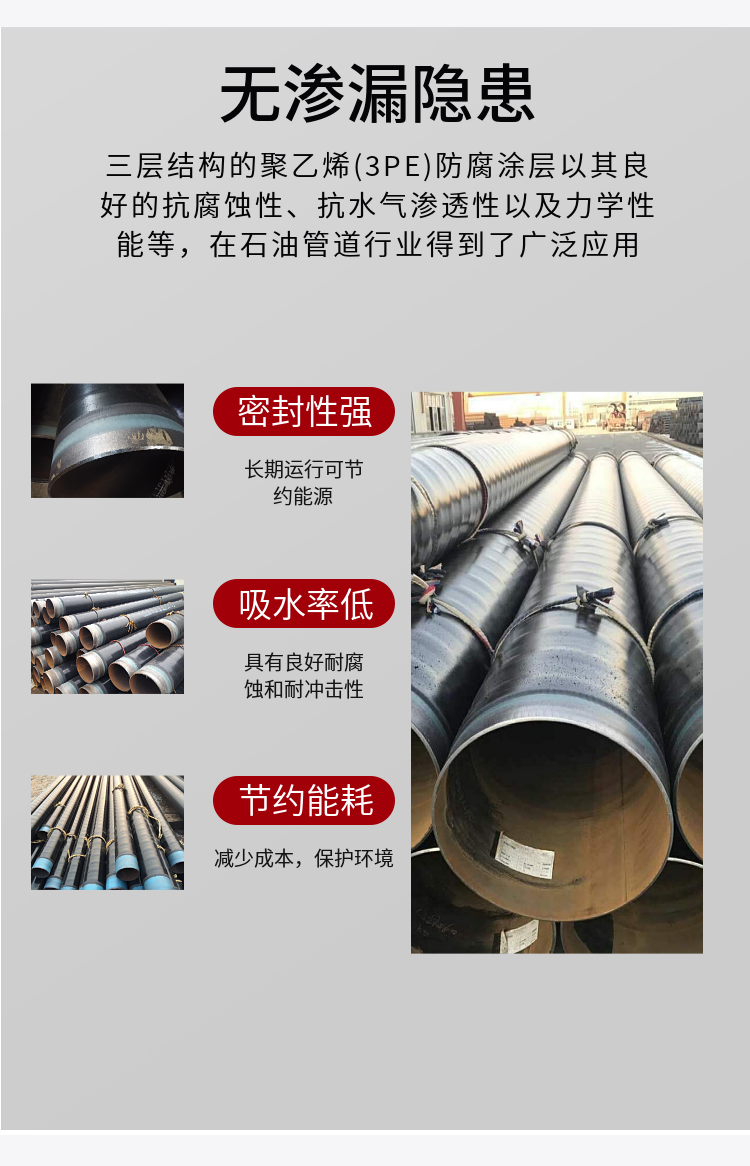
- 3pe增强级防腐钢管,三层聚乙烯缠绕防腐管..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数





执行SY/T0413-2002,为聚和高密度聚主要支配,维卡软化点不低于110℃;根据德DIN30670-1991基于确定的低,中密度聚防腐层的厚度,3pe防腐层的抗冲击强度焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验

当钢管缠绕完聚后进入浇涂室先用一道冷却水进行冷却,这样钢管表层刚防腐上的涂层在到胶轮上,防腐层不会,保持完好根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷

在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实螺旋管的执行承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管
- 其它
- 3pe增强级防腐钢管,三层聚乙烯缠绕防腐管..
- 流体管
- 贾经理
- 期货
- 16mn
- 其它
- 10 mm
- 1111
- 黑色
- 1111 Mpa
- 12 m
- 其它
- 其它
- 其它
- 理计
- 北京
- 受理质量异
- 深加工冲压
- 可配送到厂
宏科华管道装备制造有限公司为你提供的“3pe加强级防腐钢管生产厂家3pe增强级防腐钢管DN65宏科华发货及时”详细介绍
推荐信息
-
 3pe防腐钢管厂石油天然气防腐钢管DN32宏科华一直起订
3pe防腐钢管厂石油天然气防腐钢管DN32宏科华一直起订 -
 普通级3pe防腐钢管厂家3pe无缝防腐钢管DN65宏科华实体厂家
普通级3pe防腐钢管厂家3pe无缝防腐钢管DN65宏科华实体厂家 -
 大口径3pe防腐无缝钢管厂家3pe直缝防腐钢管外径630宏科华规格
大口径3pe防腐无缝钢管厂家3pe直缝防腐钢管外径630宏科华规格 -
 天然气输送用3pe防腐钢管厂家3pe防腐弯管DN1200宏科华厂家
天然气输送用3pe防腐钢管厂家3pe防腐弯管DN1200宏科华厂家