广告
广东梅州平面钢模板租赁价格





1/6
- 面议
- 2024-07-21 14:31:33
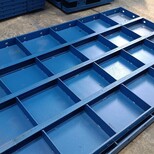
- 平面钢模板
- 广西新航钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
钢模板标准组合段;每节段加工过程预留对拉螺栓孔位8处,/5、钢模板内肋十字组合焊缝每个焊接处焊缝长度累计≥70%肋板宽度。 钢模板标准化,不仅促进了模板工程的技术进步,而且为国家创造了的经济效益。随着我国建筑结构体系的飞速发展,对模板和脚手架技术也要求不断更新。
加工过程对于施工不清楚的部位应立即停止下道工序加工,及时向工作现场的技术人员咨问明确后方可进行下道工序工作。
钢模板加工过程的重要和关键性部位、工序、工位和钢模板受力部位的焊接责任到个人,对于经常出现质量问题的工序和部位在加工过程采取必要防范措施、以防止出现不必要的质量返工。
- 平面钢模板
- 钢模板
- 张经理
广西新航钢材有限公司为你提供的“广东梅州平面钢模板租赁价格”详细介绍
广东平面钢模板信息
-
 韶关平面钢模板生产厂家面议
韶关平面钢模板生产厂家面议 -
 西藏日喀则市萨迦县雄麦乡厂家仪器检测合作公司¥ 80
西藏日喀则市萨迦县雄麦乡厂家仪器检测合作公司¥ 80 -
 顺德区搬迁工厂设备回收,顺德区乳品厂设备回收,工业机械手回收¥ 260000
顺德区搬迁工厂设备回收,顺德区乳品厂设备回收,工业机械手回收¥ 260000 -
 诚信回收各种报废电缆电线回收梅县废旧电缆回收¥ 69800
诚信回收各种报废电缆电线回收梅县废旧电缆回收¥ 69800 -
 丽水莲都收购铝卷本地门店铝皮回收¥ 17980
丽水莲都收购铝卷本地门店铝皮回收¥ 17980 -
 关于新疆都市报登报遗失流程¥ 1
关于新疆都市报登报遗失流程¥ 1








