齐齐哈尔铝镁锰外墙板报价





- ¥52.00
- 2023-02-08 11:17:21
- 铝镁锰外墙板-,矮立边铝镁锰,高立边铝镁..
- 刘耿涛 13588464252
- 杭州久亚发建筑材料有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作百度排名优化,流水作业。
复合铝镁锰板可用一样平常机具进行裁切、钻孔、修边、弯折。数量多时可进行工人半制品加工制作百度排名优化,流水作业。复合铝镁锰板的制作与其支持固定体例有关。
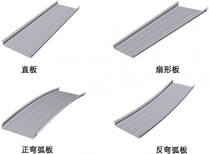
通常沿周围距边缘肯定宽度沟槽、切角,再折成盆形板,然后在板后加铝方管增强。周围通过铝角码(铝角铁)与框架连接固定。这种安装方法较牢固、结果好,且在板与增强铝方管间加胶粘结,此种方法已被广泛采用。沟槽的槽型通常有半圆型、90°U型、135°U型等几种型式。 U型槽可获得小弯曲半径。在弯曲时,板材将被拉长,因此原始板材加工长度要比制品的计算长度短一些。这个拉长的长度转变,与铝的辊轧方向的横向或平行向有关,应适当考虑弯曲条件进行试验。 对于弧形板,因为复合铝镁锰板有的加工性能,可在压力制动机或带三滚子的辊轧机上直接弯曲。板料在辊轧开始和末尾时,留出75~l00mm的直线部分以备切除,这是辊轧工艺要求。作为板后增强的铝方管也可直接弯曲这个过程重要是通过对平板经过裁剪、折边、弯弧、焊接、打磨等工序,把铝镁锰板加工成施工所需的外形和尺寸。
铝镁锰板屋面是一种新型面板,被认为是现代建筑理想的材料,而且寿命比较长。安装铝镁锰板屋面做底板有很多注意事项,要的施工师傅进行安装,以免影响日后使用效果,具体安装注意事项如下:
在安装之定要清理铝镁锰板屋面污染物,以免造成面板腐蚀,另外在安装时还要注意面板的平整度,不能有弯曲变形的情况。铝镁锰板屋面相互搭接一个波峰,这样才会更加牢固,不会出现漏水情况。好锚固可靠,安装保持平整,板与板之间不能留下缝隙。
在进行块板材安装时需要根据控制线安装,可以随时检查板材两端和中间的直线情况,保持板材的平行度,防止板材出现扇形。铝镁锰板屋面安装要根据檀条的间距,在板材上做出标记,防止螺栓的间距不一样,同时还要固定在檀条上。檀条的安装要符合要求,才能够板材的平整度。
铝镁锰板屋面地板安装顺需要从高到低,从中间部位到边缘的安装方式,搭接方式采用由低处到高出。地板安装起始线安装之后,选择自攻钉将两端禁锢,再安装第二块板。需要安装第二块铝镁锰板屋面要做好标记,检查板材有没有偏差,需要满足设计要求,如果不能满足需要进行调整,再进行全面紧固。安装完毕之后要注意检查有没有遗漏之处,如果紧固不够会出现漏雨的情况,一定要引起注意。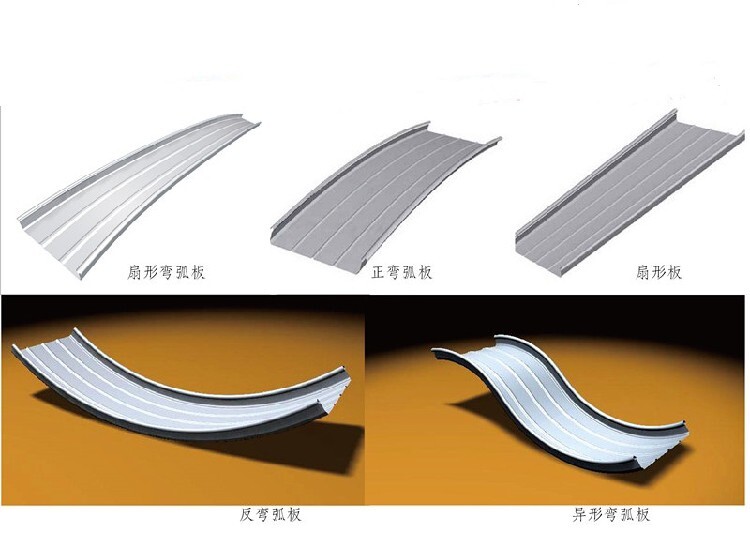
430铝镁锰板支架正确做法铺板、轴线找正时,先将板与支架人工找正,然后将咬边机放在三块板的接缝处,由咬边机的双支腿支撑,阻止翻倒。屋面板安装时,两名工人沿板与前板接合处的板肋行走,行走时尽量将板锁口和板下支架固定,后者拉动咬合机的导绳,使其紧紧地跟随人后,并紧紧地封闭屋面板。镁锰屋面板安装完成后,对屋面板的性能进行测试,以保障屋面板的阻水和抵风性能。铝镁锰彩涂板是一种经济适用的屋面和外墙材料,铝合金在建筑业中得到了较广的应用,对现代建筑向轻、耐经用、经济、保护环境的方向发展起到了重要作用。
铝镁锰板支架具有以下特点:
1、重量轻。铝的密度为2.73g/m3,只有钢的1/3;
2、强度大。通过铝合金配置,加工和热处理方法可以达到很高的强度,甚至可以建造大型客机的结构;
3、耐腐蚀。铝金属是可靠的耐久室外建筑材料,它具有我防锈能力,在自然环境中其表面可以形成一薄层致密的氧化层,防止金属继续在空气中氧化锈蚀,同时也具有抵抗多种酸性侵蚀的能力;
4、表面处理多样、美观。可进行阳极氧化、电泳、化学处理、抛光、涂漆处理;
5、容易产生加工成型。可挤压、拉伸、轧制、冲孔、纺丝、滚压、铸造和锻造;
6、良好的导电性能。非磁化和低电火花敏感度,可以防电磁干扰和降低特殊环境下的易燃性;
7、连接方便。铝金属可以铆接、焊接、胶粘等多种方式连接;
8、可回收。铝回收利用价值很高,长期使用成本较经济,在节约自然资源方面起到积极的作用。
铝镁锰板种类:
A、原色锤纹 Stucco(无规则压纹)、Emboss(规则压纹)
锤纹的主要目的:
1、增加铝镁锰板刚度;
2、防止光污染;
3、更加均匀的氧化;
B、烤漆涂层 (PVDF、PVF2、PE)
屋面及外墙用铝镁锰合金一般采用预滚涂(Coil Coated)工艺,具有色差控制好、漆膜均匀、质量稳定性高、环保等优点。
涂层种类一般选用含氟碳树脂70%以上的PVDF氟碳漆,可以提供包括:RAL、NCS、PANTONE在内的国际色系以供选择,亦可根据客户需要配制任何颜色。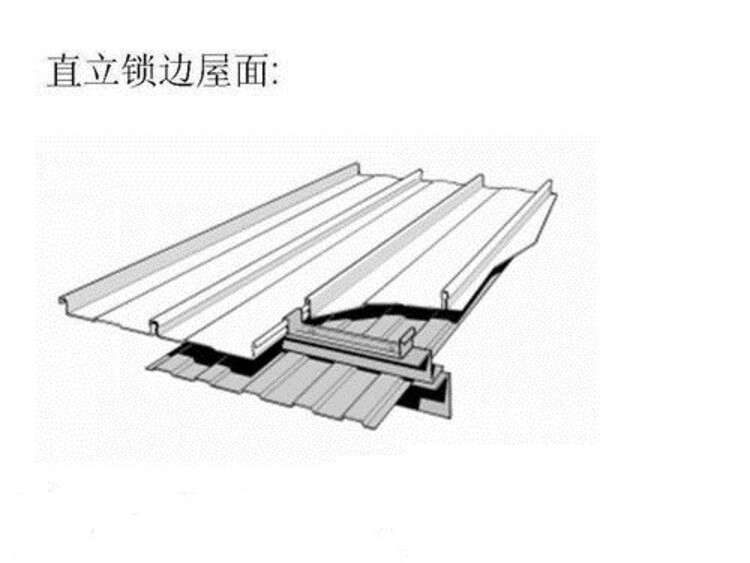
铝镁锰板生产工艺应注意的问题。
一、放样
放样是铝镁锰板现场施工制作的初步工序,放样尺寸可以避免今后各工序的累积误差,工程整体的质量。对于放样工作,需要注意几个问题:放样前要熟悉图纸,检查图纸中各零件的尺寸是否有不一致的地方,检查土建和其他安装工程有无矛盾,检查有无错误,然后,为了以安装1:1的比率描绘零件相互的尺寸和实际的图形,产品的质量,防止因材料不完备而产生的废品,模板应该注意释放事前放置,增加产量。
二、模板连接
在连接铝镁锰板模板时,请考虑切割和焊接的余量。切缝通常为2-3,焊接收缩长度为5-35。面板拼接焊接应图纸质量要求完成。焊接前请去除切断时残留的锈油、污垢等,根据需要严格进行坡口加工。如单槽55左右,纯边高1~2,采取保障焊接质量的措施。
三、数控机床切割
铝镁锰板角模板是按照铝镁锰板底材图的要求制作的。只有在检查没有间隙之后才能使用。考虑到切断和焊接的连接量和组装误差,长度应为20-30,切断宽度误差应为1。编程完成后,切割机应空转,检查并记录运行轨迹是否与材料尺寸一致。如无误,切割机可根据板厚的时刻调整火焰尺寸、氧气压力和切割速度,切口的光泽度。
- 铝镁锰外墙板-,矮立边铝镁锰,高立边铝镁..
- 铝板材
- 刘耿涛
湖北铝镁锰板厂家直批信息
-
 娄底铝镁锰外墙板批发,铝镁锰板¥ 52
娄底铝镁锰外墙板批发,铝镁锰板¥ 52 -
 有机硅环氧树脂涂料价格厂家有机硅涂料漆面议
有机硅环氧树脂涂料价格厂家有机硅涂料漆面议 -
 江西屋面平锁扣板厂家,鱼鳞金属瓦-品质保证¥ 128
江西屋面平锁扣板厂家,鱼鳞金属瓦-品质保证¥ 128 -
 四川优质仿古琉璃瓦批发代理¥ 36
四川优质仿古琉璃瓦批发代理¥ 36 -
 中温玻璃鳞片胶泥涂料类型鳞片胶泥防腐衬里面议
中温玻璃鳞片胶泥涂料类型鳞片胶泥防腐衬里面议 -
 鸡长黄油黄皮的秘籍什么药让鸡狂长黄油黄皮¥ 1
鸡长黄油黄皮的秘籍什么药让鸡狂长黄油黄皮¥ 1









