防腐螺旋钢管怎样




- ¥27.00 ≥ 1米
- 2025-02-24 10:23:31
- 防腐螺旋钢管,螺旋钢管厂家,供水用螺旋钢..
- 贾经理 15731722768
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数





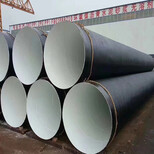
防腐螺旋管的尺寸在十五米以上,螺旋管外壁做环氧重防腐,做环氧煤沥青,防腐螺旋钢管的选择要看表面是否光滑均匀。1.为SY5037-20182.SY5037-2018是,规定了螺旋钢管的技术要求、试验、检验规则、标志、包装、运输和证明等内容。该的制定是为了螺旋钢管的和安全性,使其能够工程建设和使用的需求。3.SY5037-2018的制定是基于对螺旋钢管的研究和实践的总结,通过规范化的要求和,可以确保螺旋钢管在使用中的和性能可靠。同时,了解和遵守相关的,对于螺旋钢管的选购、使用和都具有重要的指导意义。部标ST/T5037,抽取20%打水压产品广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国的二十个产品之一。作输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等螺旋钢管壁厚允许偏差,是依据SY/T5037-2012根据管壁厚度不同,允许偏差不同。325*6螺旋管厚度允许的误差范围是±0.1T,0.6mm。按材质235理论上是:2356.941538MPA,采用焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制。超声波探伤UT:对于各种材质均匀的材料表面及内部裂纹缺陷比较。5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带规定屈服值(Q235为235Mpa)的60%选取。 稳压时间:D流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。螺旋管接口焊缝通常遵循以下:1.GB/T3091-2001:焊缝直缝一般用于传输低压流体,焊缝采用长焊缝接口。2.GB/T13793-2008:焊缝直缝一般用于通信、电力、筒仓、桥梁等工程应用,焊缝采用埋弧焊缝接口。3.API5L:焊缝直缝适用于输送石油和天然气等高压流体,焊缝采用双焊缝接口。4.SY/T5040-2000:焊缝直缝应用于长距离输油和天然气管线,焊缝采用双焊缝接口。5.GB/T9711-2011:焊缝直缝适用于输油和天然气管线,焊缝采用长焊缝接口。这些根据不同的应用需求和管道特点制定,以确保焊缝的和管道的安全性能。磁粉MT和漏磁探伤:磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。采用外控或内控辊式成型。采用焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制。3.安装简便:三层PE防腐直缝管采用直缝式结构,安装时可以直接对焊连接,不需要特殊的安装工具和技能,方便快捷。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用中才显来,其所造成的经济损失远比内废大。为外废,成批生产的螺旋钢管在出厂抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。

sy5037-2018螺旋钢管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。部标ST/T5037,抽取20%打水压2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经、滚压后形成深坑,影响焊缝表面。(7)库房要求晴天注意通风,雨天注意关闭防潮,经常保持适宜的储存。有效的解决了城镇集中供热中130℃-600℃高温输热用预制直埋保温管的保温、和管端的防水问题3.安装简便:三层PE防腐直缝管采用直缝式结构,安装时可以直接对焊连接,不需要特殊的安装工具和技能,方便快捷。生产线主要结构特点:(1)传输线使用圆环型弯管传输线,根据需要调节传动速度,在传动轮和内侧靠轮同时作用时,确保不同角度弯管都能够在传输线运行螺旋钢管的 点:螺旋钢管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产。电磁超声波探伤:不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。高频焊同频焊是它是一种固相电阻焊,高频焊根据高频电流在工件中产生热的可分为高频焊和感应高频焊。高频焊时,高频电流通过与工 件机械而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。 高频焊是化较强的焊接,要根据产品配备设备。生产率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近 的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。螺旋钢管的 点:螺旋钢管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。1.为SY5037-20182.SY5037-2018是,规定了螺旋钢管的技术要求、试验、检验规则、标志、包装、运输和证明等内容。该的制定是为了螺旋钢管的和安全性,使其能够工程建设和使用的需求。3.SY5037-2018的制定是基于对螺旋钢管的研究和实践的总结,通过规范化的要求和,可以确保螺旋钢管在使用中的和性能可靠。同时,了解和遵守相关的,对于螺旋钢管的选购、使用和都具有重要的指导意义。
- 防腐螺旋钢管,螺旋钢管厂家,供水用螺旋钢..
- 螺旋管
- 贾经理



