济宁玫瑰金镜面不锈钢喷砂银色茶色






- ¥15.00
- 2024-11-17 05:56:35
- 镜面不锈钢喷砂
- 刘其坤 15106171035
- 无锡昆陶不锈钢有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
不锈钢喷砂板材质主要有201、304、316等等,常规尺寸为1220mm*2400mm、1000mm*2000mm、1220mm*3050mm等等,可开不定尺。厚度在0.3mm-6mm。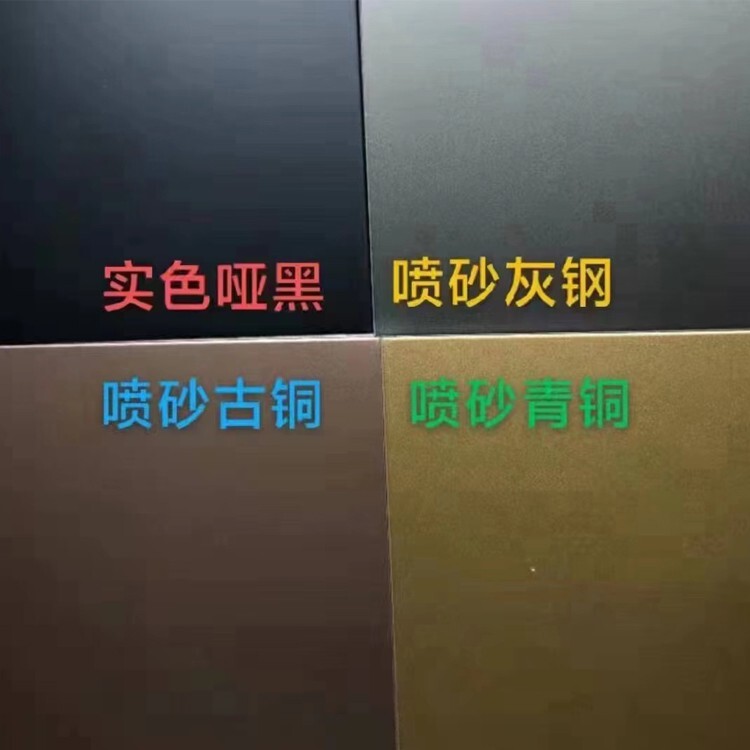
不锈钢板喷砂板装修一般用201或304材质的0.6-2mm不同厚度的板材。根据不锈钢板的厚度和装饰部位,安装方法可分为有龙骨有底板式、有龙骨无底板式两种,一般厚度小于1.2mm的面板多采用有龙骨有底板式安装方法。厚度大于1.2mm的面板多采用有龙骨无底板式安装方法。前者多用于室内墙柱面或防潮防水较好的位置,如无雨水淋到的门面装饰,龙骨采用木龙骨、角钢焊接龙骨、轻钢龙骨。后者多用于室外墙面的装饰,龙骨采用角钢焊接龙骨、轻钢龙骨。
以上施工工艺基本上是以下几个步骤:
安装龙骨架
基层龙骨架的安装,其安装工艺可参照木龙骨或轻钢龙骨的施工工艺,重复检查垂直度和平整度;
固定底板
底板一般采用5-12mm厚的胶合板,施工方法及要求和普通木质罩面板施工是一样的,但当龙骨是轻钢龙骨或角钢龙骨时,要先用电钻在龙骨上钻孔,使用自攻螺钉将底板固定在龙骨上,并且螺钉头不能高出底板表面;
固定面板
彩色不锈钢板安装前要根据设计尺寸及造型要求做成成品造型。有底板时,分别在底板和不锈钢背面涂刷胶,将预备加工好的不锈钢板轻轻粘贴在底板上。无底板时,将预先加工好的不锈钢板用不锈钢螺钉固定在轻钢龙骨上或直接焊接在龙骨上;
收边
收边处理,在不锈钢之间接口处或阴角、阳角处采用填灌密封胶、压不锈钢槽等方法收边、装饰处理;
撕掉面层保护膜
使用柔软干布将彩色不锈钢表面擦拭干净并撕掉面层保护膜。
喷砂的作用:
金属工件、非金属工件表面清理、表面强化、表面美化;
1、表面前处理加工:电镀、喷漆、PU、橡塑胶被覆、金属喷焊、镀钛等之前处理及增加表面之附着力;
2、表面美化加工:各种金属制品之装饰加工及电镀品之消光及柔光雾面处理以及非金属制品如:压克力、波丽、水晶玻璃等表面雾化处理;
3、表面清洁加工:金属氧化层或热处理后黑皮、表面细孔、金属或非金属之表面污锈消除、陶瓷表面黑色及着色点去除或彩绘再生、橡胶模及重力压铸模之氧化物、残渣或离形剂之去除;
4、表面毛头去除加工:塑胶、电木制品、锌铝压铸品等之毛头去除及电子或其它零件之表面修整处理;
5、电子零件加工:矽芯片扩散后表面杂质去除作业、矽芯片喷砂切割成小圆晶粒刻蚀加工作业、电子零件封装业溢胶毛边喷除、电子零件成品表面印字去除、陶瓷电热材质之清洁;
6、表面蚀刻加工:贵重金属饰品、宝石、玻璃、石材、石头印章、陶瓷、木材等之表面修饰蚀刻处理;
7、工件应力消除加工:航天工业零件之零件清洁及应力消除或武器之整修及消光除锈除漆;
8、模具加工:模具表面梨地加工(喷砂)模具咬花及雾面处理、增加模具被覆PU之附着力、鞋模、导电橡胶模、轮胎模具及电子产品模具清洁及雾面处理。
不锈钢喷砂工艺是利用压缩空气为动力,将不同的磨料,吹射到不锈钢板材表面上,进行表面处理的一种加工工艺。经过加工后的不锈钢板材表面均匀一致,质地细腻,具有较好的美观性。
喷料的选择
不锈钢板材喷砂通常以玻璃珠为主,也可以选择石英砂、铁砂、海砂、金刚等喷料。喷料粗细度通常称为多少号,号数越高,颗粒度越小,喷砂后的不锈钢板材表面越光滑。反之,号数越低,得到的不锈钢板材表面砂感越强。
喷砂后处理
我们熟知不锈钢板材是靠其表面形成的一层极薄而坚固稳定的富铬氧化膜(防护膜),防止氧原子的继续渗入,继续氧化,从而不锈钢板材获得抗腐蚀的能力。然而,由于喷砂处理是通过物理撞击实现的,所以喷砂完成后及时涂刷底漆(有色金属表面聚脲防腐蚀时需要使用耐阴极剥离底涂)很是重要,因为强力的冲击作用使得处理表面具有很好的活化能力,利于涂覆层的结合力。吹扫过程也不可小视,在喷砂表面微观层可以留下影响涂层结合力的杂质浮灰,这些通过吹扫的方式清除掉,但是所用压缩空气干燥和清洁的。
一位做制冰机的客户那天打来电话说:“喷砂不锈钢板是什么板,不锈钢板喷砂是什么工艺,哪里有不锈钢喷砂加工厂家。”我问道:“产品要升级了吗,为什么开始关注不锈钢板喷砂了。”客户答:“现在竞争很激烈,用户对产品的要求越来越高,同行都在升级,我们不升级产品就显的不了。”就这样,针对不锈钢板喷砂工艺我们聊了二三十分钟。
觉得很不可思议呢,为什么不锈钢板可以做的这么漂亮。俗话说:打铁还需自身硬,这句话在喷砂不锈钢板上体现的。强烈的颗粒视觉感与原始冷色不锈钢相结合,使得喷砂不锈钢板凭借着自身的优势已经成为装饰材料中不可缺少的一员了。
- 镜面不锈钢喷砂
- 不锈钢装饰板
- 刘其坤



