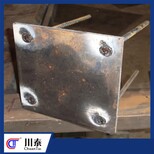
贵州金属焊接配件

- ¥45.00
- 2025-02-26 02:48:06
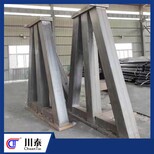
- 金属焊接
- 王恒远 15882366614
- 成都市川泰聚好阀门有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
金属焊接的方法:
熔焊:这种在焊接中将接口加热到熔化状态中,不需要压力就能够完成焊接的方法。
压焊:这种方法就是在加压的条件,使两个工件实现了原子间的结合,人们又把这种称为固态焊接。
钎焊;将工件跟钎料加热到高出了钎料熔点,比工件熔点的温度低时,使用了液态钎焊把工作润湿,从而也就实现焊接的方法。
在施焊中可能会出现一个断弧,或者在进行施工时,不能太慌张,还是要用氩气护住,从新的开始,再来直到焊接结束温度降到350摄氏度时,才可以把焊枪移开,要不也是会影响到焊接的品质。
金属焊接的方法,除熔焊和压焊外,还有一些可以用于异种金属焊接的方法,例如钎焊就是钎料与母材之间的异种金属焊接方法,这里说的是特殊的钎焊方法。有一种方法称作熔焊,钎焊,即对异种金属接头中的低熔点母材称为熔焊,对高熔点母材称为钎焊。而且通常以低熔点母材相同的金属为钎料。因此钎料与低熔点母材之间就是同种金属的熔焊过程,不存在特殊困难。钎料与高熔点母材之间则是钎焊过程,母材不发生熔化、结晶,可以避免许多焊接性方面的问题,但要求钎料对母材能良好润湿。
金属焊接焊口的位置要符合以下要求:
焊口应避开应力集中区,便于施焊、检验及热处理。
锅炉受热面管子焊口,其中心线距离管子弯曲起点或汽包、联箱外壁或支吊架边缘至少70,同根管子两个对接,焊口间距离不得小于150mm。
管道对接焊口,其中心线距离管子弯曲起点不小于管子外径,且不小于100mm(焊接、锻制成型管件除外),距支吊架边缘至少50mm,同管道两个对接焊口间距不得小于150mm,当管道公称直径大于500mm,同管道两个对接焊口间距离不得小于50mm。
焊接的原理:焊锡借助于助焊剂的作用,经过加热熔化成液态,进入被焊金属的缝隙,在焊接物的表面,形成金属合金使得两种金属体牢固的连接在一起形成的金属合金就是焊锡中锡铅的原子进入被焊金属的晶格中生成的,因两种金属原子的壳层相互扩散,依靠原子间的内聚力使得两种金属的牢固结合在一起。
金属焊接的时间:合金层厚度在2-5um结实,焊接时间过长,则焊接点上的焊剂完全挥发,就失去了助焊作用。合金层将加厚,使焊点变脆,变硬且易折断,光洁度变白,不发亮。焊接时间过短,则焊接点的温度达不到焊接温度达不到焊接温度,焊料不能充分熔化,容易造成虚假焊。同时,合金层过薄,使焊接变得力度不够。所以焊接时间应选择适当,一般应控制在2S-3S以内。
- 金属焊接
- 钢板
- 王恒远



