3pe防腐管道埋地3pe防腐管道3pe钢管防腐厂




1/6
- ¥30.00 ≥ 1㎡
- 2024-11-07 05:40:58
- 10 mm
- 1.7
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数


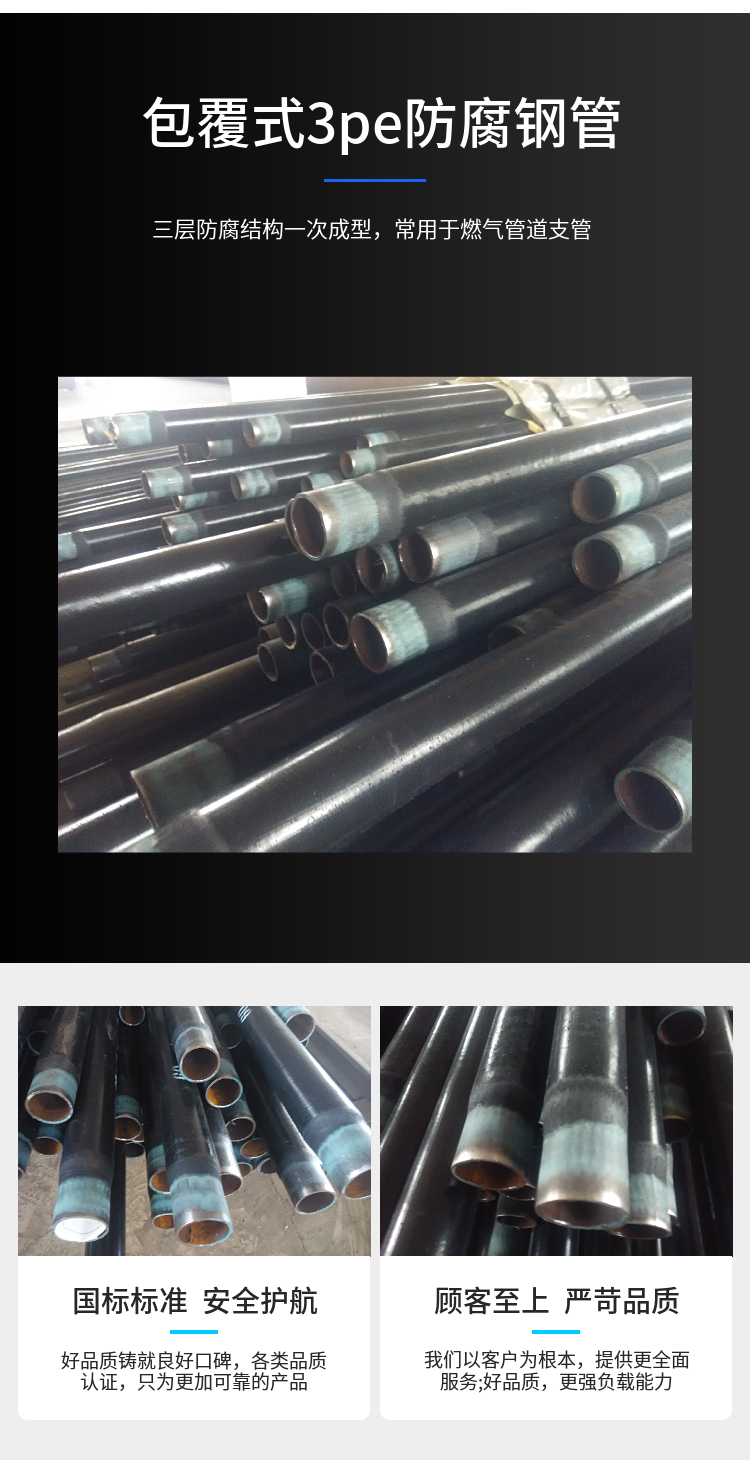


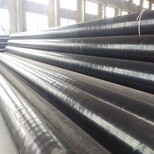
管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制

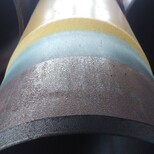
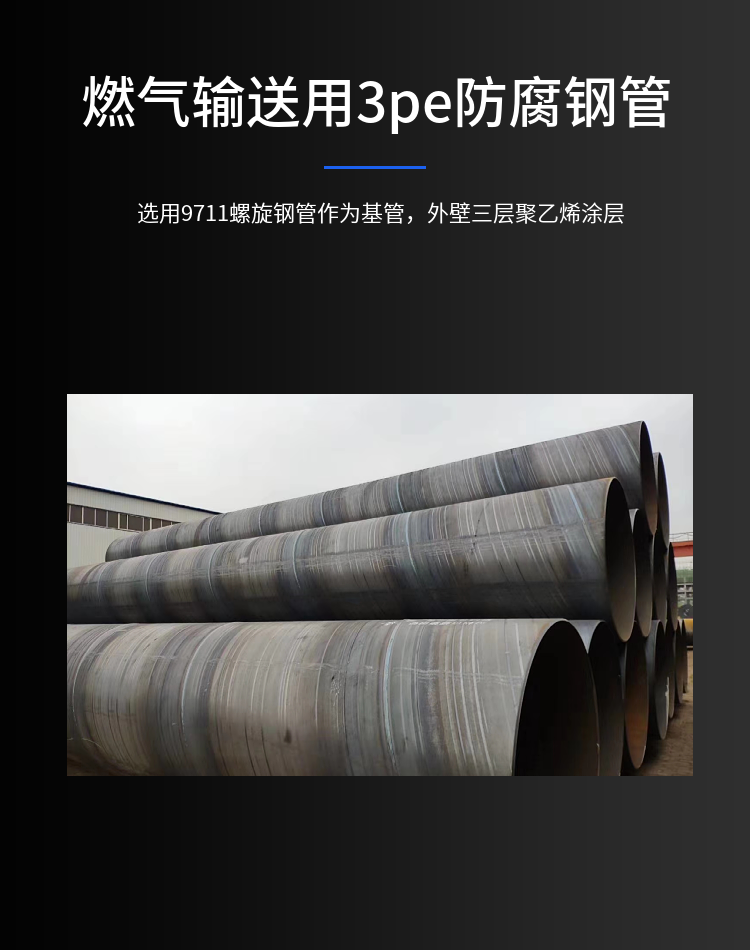
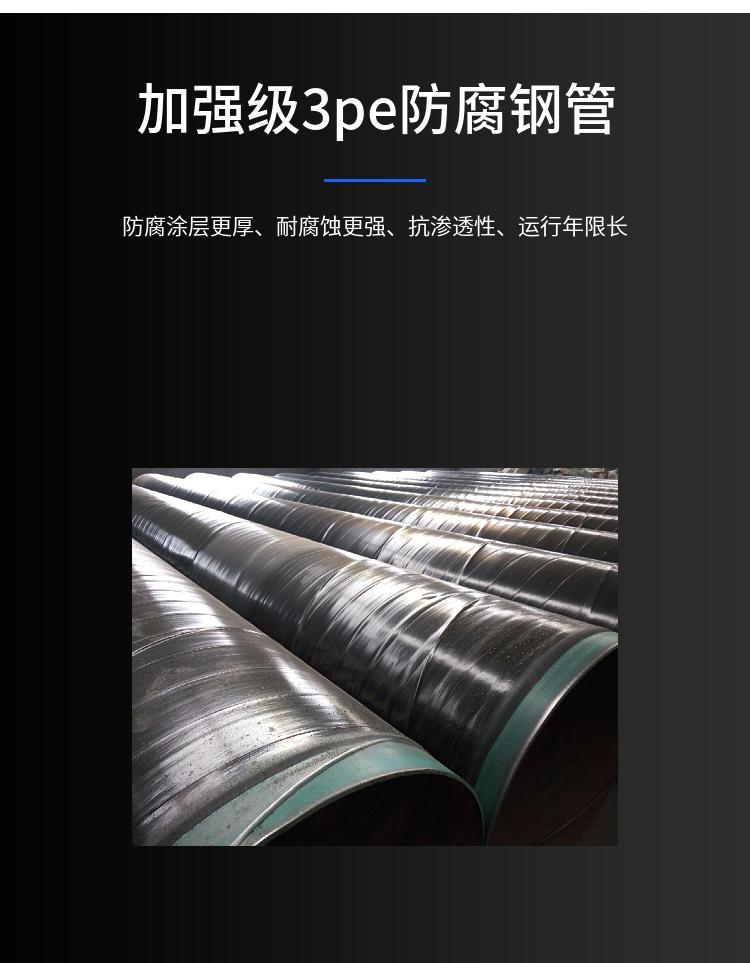
加强级3pe防腐钢管结构: 层环氧粉末,二层胶粘剂,三层聚轧制:将钢材金属坯料通过一对轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度的压力加工

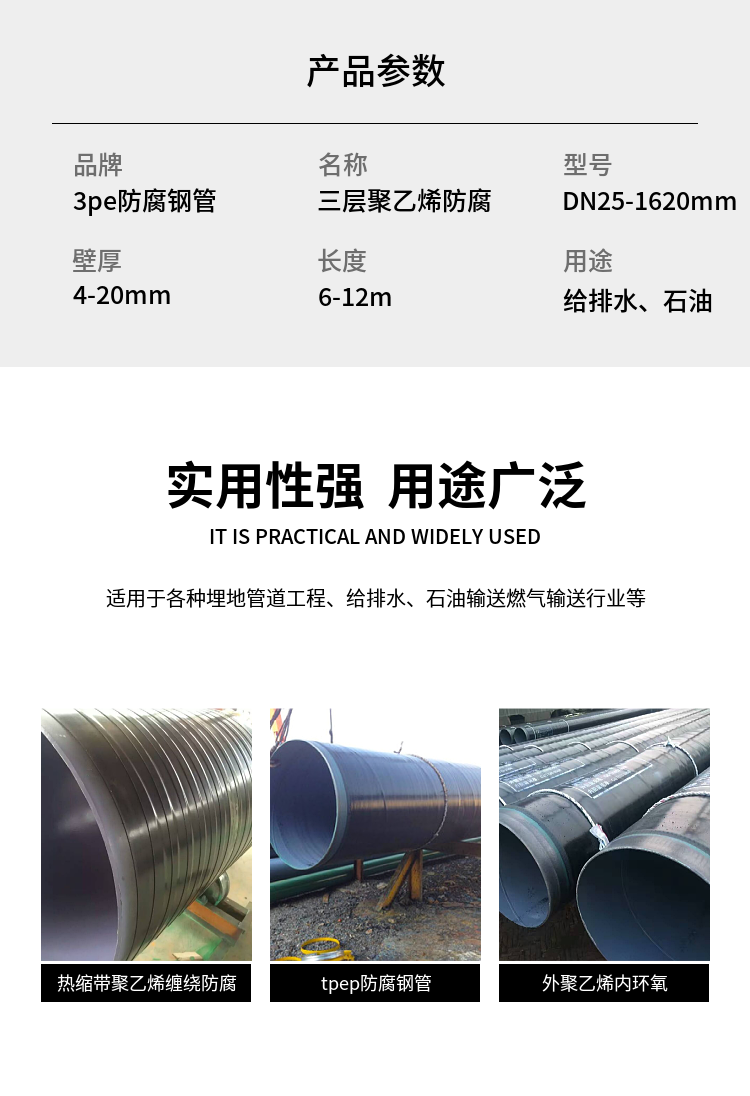
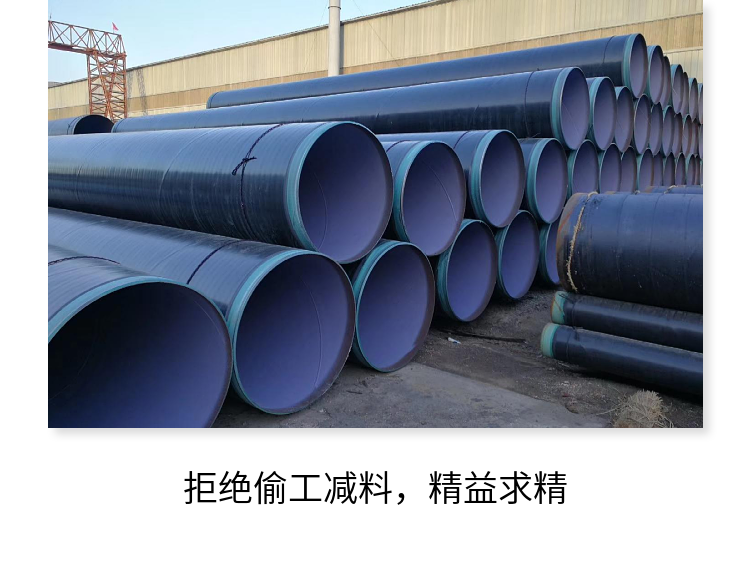
生产中出现厚度不均的原因主要有几处几口摸出料不均,钢管弯曲,控制E防腐管道涂层不均的情况的有效是几口挤出模使几处的防腐涂层厚度尽可能均匀,不合格钢管不上线涂敷等策略内焊和外焊均采用电焊机进行单丝或双丝埋弧焊接,从而的焊接,焊完的焊缝均经过在线连续超声波自动伤仪检查,了螺旋焊缝的无损检验覆盖率,若有缺陷,自动并喷涂标记,生产工人依此随时工艺参数,及时去除缺陷
- 输水3pe防腐钢管,石油管道3pe防腐钢管,天..
- 防腐钢管
- 贾经理
- 10 mm
- 1.7
- 黑色
- 100 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“3pe防腐管道埋地3pe防腐管道3pe钢管防腐厂”详细介绍
推荐信息
-
 DN250聚乙烯3pe防腐螺旋钢管三层聚乙烯防腐无缝钢管支持定制
DN250聚乙烯3pe防腐螺旋钢管三层聚乙烯防腐无缝钢管支持定制 -
 外径1020大口径加强级3pe防腐螺旋钢管防腐钢管3pe加强级防腐钢管宏科华一支起订
外径1020大口径加强级3pe防腐螺旋钢管防腐钢管3pe加强级防腐钢管宏科华一支起订 -
 外径1420外3pe内水泥砂浆防腐螺旋钢管3pe直缝防腐钢管量大优惠
外径1420外3pe内水泥砂浆防腐螺旋钢管3pe直缝防腐钢管量大优惠 -
 外径1620三层聚乙烯防腐无缝螺旋钢管3pe普通级防腐无缝钢管供应厂家宏科华厂家供应
外径1620三层聚乙烯防腐无缝螺旋钢管3pe普通级防腐无缝钢管供应厂家宏科华厂家供应



