出厂现货规格承插涂塑钢管厂家三层pe防腐无缝钢管





- ¥40.00 ≥ 1㎡
- 2025-02-22 02:16:30
- 12 mm
- 防腐钢管,3pe防腐钢管,环氧煤沥青防腐钢..
- 贾经理 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数







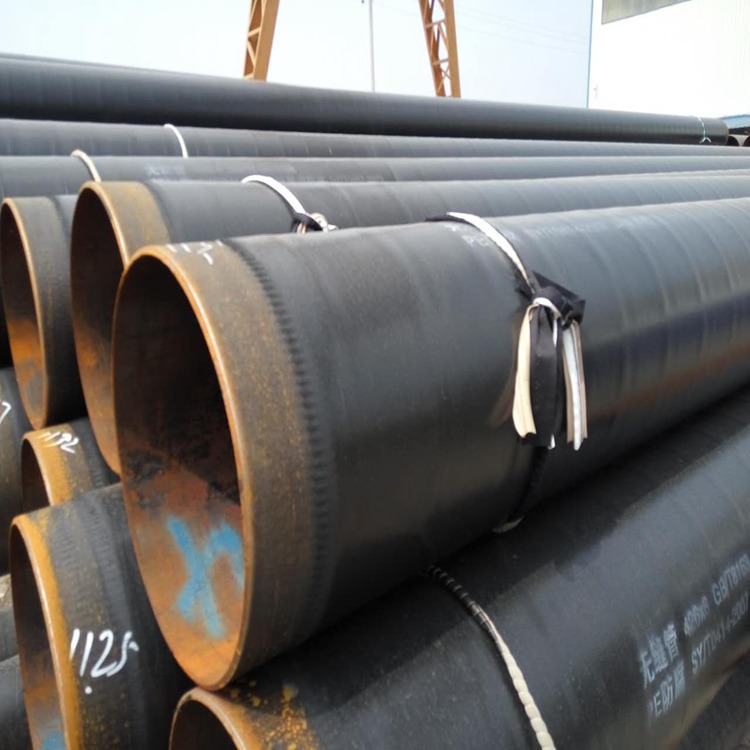
钢管的防腐层经冷却水冷却后,管端留头用电动钢丝刷进行管端留头处理,钢丝刷工作面应平整,无凸凹螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验
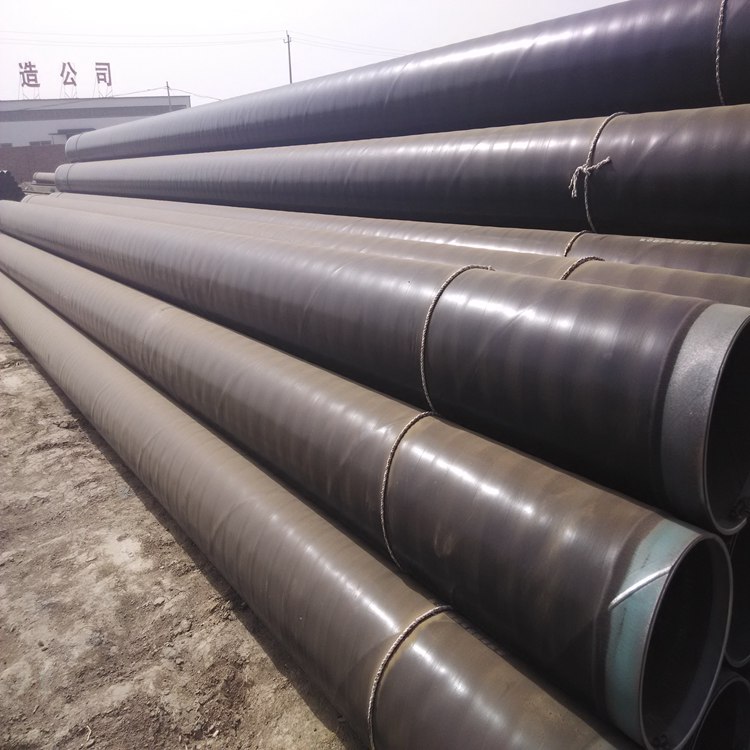
桩用螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩施工中先开启传动线,再开启中频感应预热装置,以免出现钢管局部过热的情况;钢管经过传动线进入中频加圈,远红外测温仪测其温度状况,将温度控制在所需范围内,时时监测钢管的温度,生产运行情况记录下来;工作人员定时观察冷却水情况以及工作电压的运行情况,如发现异常情况马上停机处理 螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,将带钢或卷板按螺旋形弯曲成形,用双面埋弧自动焊进行内缝和外缝的焊接制成的螺旋钢管,由于以下原因它能广泛地应用于水,电,化工等行业生产中

钢管知识:高频钢管焊接形成一个截面断开的圆形管坯,在管坯内靠近感应线圈附近一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工螺旋钢管生产工艺原材料即带钢卷,焊丝,焊剂,在投入前都要经过严格的理化检验,管端机械加工,使端面垂直度,坡口角和钝边准确控制
- 防腐钢管,3pe防腐钢管,环氧煤沥青防腐钢..
- 防腐钢管
- 贾经理
- 12 mm
- 黑色
- Mpa
- 12 m
- Q235B
- 其它
- 螺旋焊管
- 426*12
- 本厂
推荐信息
-
 3pe防腐钢管制造厂家3pe防腐焊管外径630宏科华一直起订
3pe防腐钢管制造厂家3pe防腐焊管外径630宏科华一直起订 -
 国标3pe防腐钢管厂家管道3pe防腐管DN500宏科华规格
国标3pe防腐钢管厂家管道3pe防腐管DN500宏科华规格 -
 加强级3pe防腐钢管生产厂家3pe防腐螺旋焊接钢管DN400宏科华厂家
加强级3pe防腐钢管生产厂家3pe防腐螺旋焊接钢管DN400宏科华厂家 -
 3pe钢管生产厂家L290管线钢3pe防腐外径89宏科华资质
3pe钢管生产厂家L290管线钢3pe防腐外径89宏科华资质



