广告
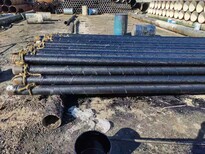
河北聚氨酯保温管道





1/6
- ¥0.00 ≥ 1根
- 2020-12-08 11:19:02
- 根据客户要求
- 3-20
- 聚乙烯外护管,钢塑复合管,玻璃钢管道,871..
- 河北沧州
- 杨延欣 13931736975
- 河北百瑞防腐保温工程有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
大口径聚氨酯保温钢管,
大口径直埋保温钢管,管中管聚氨酯保温钢管成型工艺:
1.根据客户要求或设计选定的泡沫保温层时,管中管聚氨酯保温钢管成型工艺可采用常压发泡或者高压发泡;当生产输送介质温度不超过100℃的埋地聚氨酯保温钢管可采用“管中管”常压发泡工艺;当输送介质温度达100℃以上时保温钢管发泡方式应采用高压发泡工艺。
2.预处理后的钢管应在钢管外表面等距离放置定位架、报警线(选配),使用穿管机将钢管传入外护管(高密度聚乙烯外套管)中。
3.固定外护管,封闭环形端面,钢管两端预留15cm-22cm。
4.启动发泡机按照设定时间在环形空间内按照所用材料要求注入泡沫料。
5.高压发泡时多采用中央开孔注料或端面倾注料的方式。
6.保温补偿器厂家产品当设有报警线时应提前检测报警线性能,在满足电阻率设计要求的同时确保无短路、短路现象发生。直埋管道预热安装原理:对于供热管道而言 ,预热安装就是将金属管道因升温产生的过高压应力通过预热伸长 的办法 转换为管道的拉、压应力,从而减少管道热应力引起 的推力的一种安装工艺。在安装过程 中对管道进行预热可以降低管道在高运行温度下的压应力,
管道在高运行温度下的压应力可以降低一半。这也是通过预热来减少管道压应所达到的理想压应力值。
- 其它
- 聚乙烯外护管,钢塑复合管,玻璃钢管道,871..
- 聚氨酯保温管
- 河北沧州
- 杨延欣
- 根据客户要求
- 3-20
- 河北
- 聚氨脂
- 其它
- 保温
- A级
- 保温管
- 长方形
- 管状
- 黑色
- 聚氨酯
- 国家标准
- 0.034
- 国家标准
河北百瑞防腐保温工程有限公司为你提供的“河北聚氨酯保温管道”详细介绍
聚氨酯保温管信息
-
 胶南到高唐市大巴客车天天发车¥ 28
胶南到高唐市大巴客车天天发车¥ 28 -
 东莞到孟连大巴汽车运行时间¥ 18
东莞到孟连大巴汽车运行时间¥ 18 -
 黑河玻璃钢穿线管厂家玻璃钢污水回水管道¥ 350
黑河玻璃钢穿线管厂家玻璃钢污水回水管道¥ 350 -
 天水桥梁桩污泥板框式压滤机¥ 13200
天水桥梁桩污泥板框式压滤机¥ 13200 -
 福建漳州鸡苗批发)鸡苗个月份出生好¥ 3
福建漳州鸡苗批发)鸡苗个月份出生好¥ 3 -
天水桥梁桩污泥板框式压滤机¥ 13200








