排水管道螺旋钢管螺旋焊管大口径




- ¥2000.00 ≥ 5吨
- 2018-08-30 14:44:46
- 12 mm
- 按客户要求
- 螺旋钢管,螺旋
- 许莉娟 15732732695
- 河北友鑫管道设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
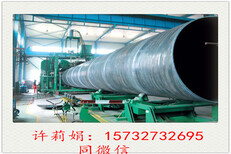
流体输送用Q235B螺旋焊接钢管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。*常见的导致螺旋钢管焊缝当中出现气孔的原因是:焊剂当中存在着水分,或者是一些脏东西等等,在进行焊接的时候存在着这些东西就会使焊管出现气孔。在进行焊接的时候,选择相当的焊剂成分,在进行焊接的时候出现反应,从而在进行焊接的时候不会出现氢气孔。在进行焊接的时候,堆积的焊剂的厚度应该在二十五到四十五之间,还有在进行使用的时候应该注意,焊剂的颗粒度大、密度小的在进行堆积的时候应该要取*值,要是反之的话,应该取*小值。天津科建管道集团河北大型的Q235B螺旋钢管生产厂家,是的Q235B螺旋钢管厂家,Q235B螺旋钢管,Q235A螺旋钢管,Q345螺旋钢管,我公司生产的Q235B螺旋钢管在河北螺旋钢管市场上是*的,而且在沧州这个大的螺旋钢管市场上也有着不可忽略的地位,同时我公司还生产Q345B螺旋钢管,L360螺旋钢管,Q235B大口径厚壁螺旋钢管,天然气输送用Q235B防腐螺旋钢管,排水大口径螺旋钢管,我驰诚公司生产的Q235B螺旋钢管价格低廉质量有.
螺旋管
螺旋钢管的生产中,成型的稳定与焊接质量的关系非常密切,只有提高了成型的质量,焊接质量才有充分的。螺旋钢管成型缝间隙的大小与变化在焊接中,要螺旋钢管的焊缝良好的外观成型,一定的熔深,就要求钢板的对缝间隙要均匀一致,同时,根据不同的对缝间隙,要采用不同的焊接规范。在螺旋钢管中,由于钢带的月牙弯、“s”弯,造成成型缝间隙的不均匀性,这就给焊接带来困难,造成焊缝熔深的不稳定,同时也造成焊缝余高的变化,成型缝偏松时,焊缝熔深大,余高降低;成型缝偏紧时,焊缝熔深小,余高增加,所以在焊接过程中,解决此问题的办法是:成型缝松时,减小焊接规范,成型缝紧时,加大焊接规范。但是,成型缝的间隙是在不断变化的,靠人工肉眼观察手动调节成型缝间隙的操作中,小的变化根本无法准确的监制,所以也就无法实现控制,只有变化到一定程度手动调节才能起作用,这在螺旋钢管内焊背面的发红程度上表现的非常清楚,缝松时,红线亮,严重时造成漏弧,甚至烧穿;缝紧时,红线暗,螺旋钢管焊缝的外观表现为高低不平,宽窄不一,焊接螺旋钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管.奋斗可以让一个人更具有积极向上的心态。哪怕离你再浮云遮望眼的梦想,只要你勇于奋斗,你便不会白白浪费你的青春,因为你以努力过,至于结果我们无需后悔。迈克尔·乔丹曾说:“我可以接受失败,但我不能接受放弃”。尚若你放弃了,那麽你便是的失败。因为在不知道结果之前,你就已经放弃了成功的权力!按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等.按焊缝形状可分为直缝焊管和焊接螺旋钢管螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个产品之一。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。螺旋钢管厂的主要发展方向是:设计出产新结构的钢管,如双层螺旋焊接钢管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会泛起脆性破坏大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
- 螺旋钢管,螺旋
- 螺旋管
- 许莉娟
- 12 mm
- 按客户要求
- 12 Mpa
- 12 m
- Q235B
- 山东
- 直缝焊管
- 219*6
- 天津
螺旋钢管信息
-
 时尚小吃培训,名吃汇小吃培训基地¥ 680
时尚小吃培训,名吃汇小吃培训基地¥ 680 -
 绵阳可编程变频电源/精密变频电源经销商¥ 10
绵阳可编程变频电源/精密变频电源经销商¥ 10 -
 磁力研磨清洗机低价直销智能制造高精密高效去批锋机经济实用机¥ 12000
磁力研磨清洗机低价直销智能制造高精密高效去批锋机经济实用机¥ 12000 -
 大型稻草打包机,安徽黄山废纸打包机当地厂家价格面议
大型稻草打包机,安徽黄山废纸打包机当地厂家价格面议 -
 漳州平和pvc围栏¥ 1
漳州平和pvc围栏¥ 1 -
 河源汇洋高空作业电动吊篮型号ZLP630建筑吊篮原装现货欢迎采购¥ 100
河源汇洋高空作业电动吊篮型号ZLP630建筑吊篮原装现货欢迎采购¥ 100









