广告
聚氨酯硬质泡沫预制管厂家报价





1/6
- ¥188.00 ≥ 10米
- 2023-08-28 09:33:02
- 河北
- 河北盛邦
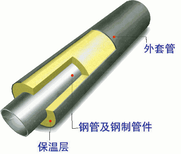
- 钢套钢直埋保温管,预制保温管,钢套钢地埋..
- 沧州盛邦管道有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
聚氨酯硬质泡沫预制管厂家报价
管道安装允许偏差及质量标准:管子对口检查合格后,应先点焊定位,管口定位焊时应与正式焊接工艺相同,且定位焊时应符合下列要求: ①.所用焊接材料应与正式焊接相同,且与焊接工艺评定一致。 ②.点焊焊工为该焊口的施焊焊工。 ③.在纵向焊缝或螺旋焊缝的端部,不能进行定位焊。点固焊时点数不少于6点,点焊长度为60-70mm。 ④.根部焊透。 4.焊接过程中注意控制层间温度,当层间温度低于规定要求时,要重新加热。每层焊完之后应认真清渣,除去表层气孔、夹渣等缺陷,焊缝焊完后应将其表面焊渣和飞溅清理干净。 5. 焊条使用前应烘干,烘干温度为150—200℃,恒温时间1小时,烘干后在100℃恒温箱内保存,焊接时随用随取。当天未用完的焊条应回收存放,重新烘干后再使用,重新烘干的次数不超过2次。在焊接过程中如出现焊条药皮发红,燃烧或严重偏弧时应立即更换焊条。
- 河北盛邦
- 钢套钢直埋保温管,预制保温管,钢套钢地埋..
- 保温管
- 赵志浩
- 河北
- 河北盛邦
- 岩棉
- 小区供热,火电厂发电
- 0.035
- 350
- 层状
- 圆形
- 500 度
- 13
- 25 %
- 18
- 3.2
- 无缝管
- DN20-DN1600
- 96 kg/m3
- 23 W/(m.k)
沧州盛邦管道有限公司为你提供的“聚氨酯硬质泡沫预制管厂家报价”详细介绍
预制直埋热水管信息
-
 黄山国标3pe防腐钢管生产厂家.¥ 128
黄山国标3pe防腐钢管生产厂家.¥ 128 -
 济南路劲东城商铺最近怎么这么火爆?是炒作吗?面议
济南路劲东城商铺最近怎么这么火爆?是炒作吗?面议 -
 双排座位的弯月飘车厂家,商场弯月飘车价格¥ 66
双排座位的弯月飘车厂家,商场弯月飘车价格¥ 66 -
 绥德县可以写项目资金管理实施细则的公司绥德县¥ 3000
绥德县可以写项目资金管理实施细则的公司绥德县¥ 3000 -
 输送网带输送机网带铸造件输送网带面议
输送网带输送机网带铸造件输送网带面议 -
 方管炜弯机大型冷弯机¥ 7980
方管炜弯机大型冷弯机¥ 7980









