绵阳铲齿散热器价格,铲齿散热器厂家
- 面议
- 2024-08-30 07:36:40
- 铲齿散热器,铲齿散热器定制,铲齿散热器加..
- 唐工 13358051631
- 东吉(东莞)散热科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
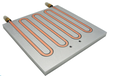
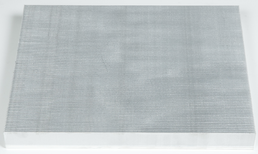
铲齿又称SKIVING技术,简单地说,就是根据需要,通过铲片机将一整块铝或铜切割成标准间距、一定厚度和切割技术的选择,集成成型,与其他加工工艺相比,相同体积的原材料可以切割出更大的散热面积,传热性能更持久,在相同条件下的散热效果是传统齿或胶焊散热器的效率1.5~2倍以上,从而提高散热效率,增加加热元件的使用寿命。自主开发的大功率铲齿工艺已成功应用于500多台设备KW集中式逆变器已经大规模应用多年,光伏行业累计装机容量超过35台GW。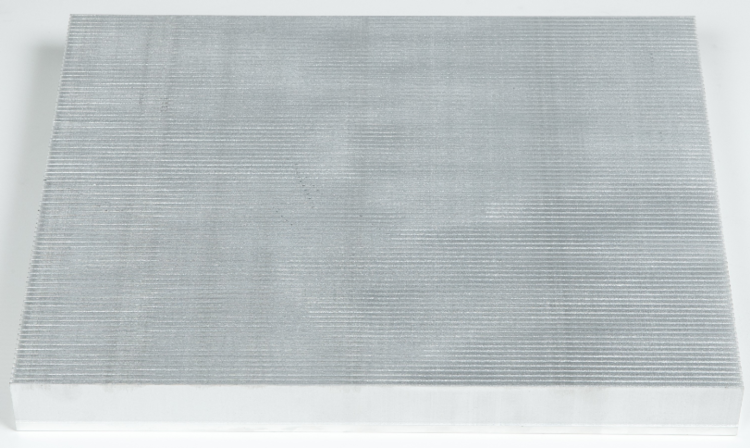
随着大规模应用,铲齿散热器技术更加成熟,工艺覆盖面增加,自动化程度逐渐提高,成本和可靠性优势明显,通信获取,UPS,变频器、控制器、风电变流器、SVG等待国内外客户的认可。
两者之间的合作重要的是需要考虑风扇的性能和散热器的阻尼,散热器的阻尼直接决定了风扇的工作点,也直接影响风扇的性能,因此需要在设计中,散热器阻尼和风扇性能匹配,可以发挥风扇的大效益,也可以降低散热器的成本。
根据散热器成型工艺的不同,大致可分为型材散热器、铲齿散热器、插齿散热器、纤维焊接散热器等,更常用的是型材和铲齿散热器。型材的生产相对简单,但由于其齿间距的限制,主要用于较小功率器件的散热。
每个项目的功耗不同于风扇,需要使用的铲齿散热器也不同。铲齿散热器的基板厚度、翅片厚度、齿间距等参数将直接关系到铲齿散热器的成本、装置的温升和风扇的性能。因此,当我们选择铲齿散热器时,我们会花尽可能多的时间来优化一些参数。
齿形散热器的优化设计主要是优化基板的厚度、翅片的高度和厚度以及齿间距。在特殊情况下,还可以设计铲齿散热器的材料,是否嵌入热管或均温板。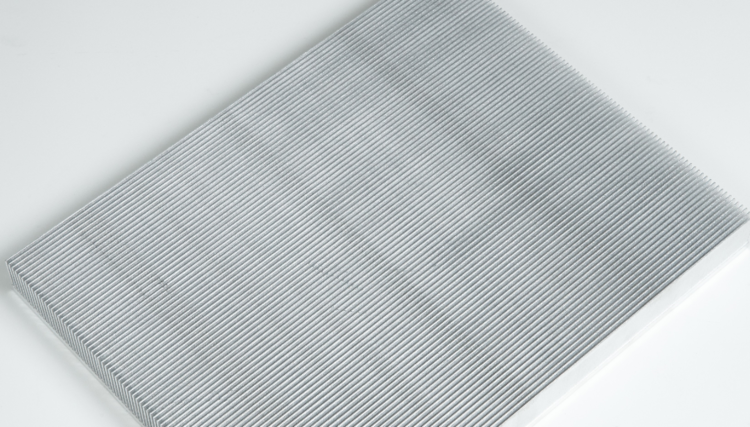
当要求铲齿散热器散热较大时,会使用CU作为加工材料,CU传热系数为380W/m.k,传热系数远铝,成本会增加很多。铲齿散热器常用的材料是AL1050,AL1060(传热系数210W/m.k),这两种铝材质柔软,在生产过程中易于加工,在翅片高度较低时也可以使用AL6063(传热系数201W/m.k),AL6063的硬度比较大,所以一般在翅片高度较低的时候使用。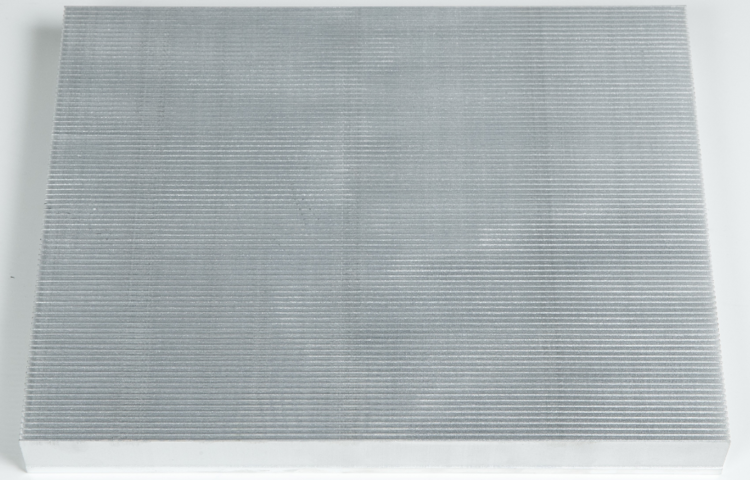
当要求铲齿散热器散热较大时,会使用CU作为加工材料,CU传热系数为380W/m.k,传热系数远铝,同时,成本也会增加很多。
特点与优势
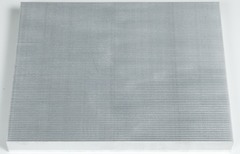
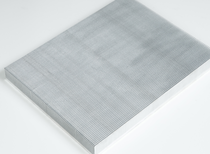
(1)铲齿散热板是一整块型材,没有任何节点,能充分发挥型材的散热特性;
(2)铲齿工艺可使铲齿片较薄/密度高,散热;
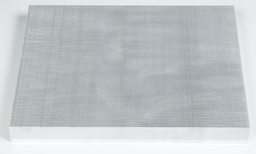
(3)与铝挤压等工艺相比,尺寸等限制较少,可做得更宽,可用于大功率机器散热;
(4)铲齿工艺适用于铜制品和薄齿。这是其他集成散热器和其他工艺无法实现的。铲齿主要适用于热密度高、功耗高、散热要求高的行业,广泛应用于电力、医疗、通信、工业控制和服务器行业
铝铲齿散热器:一般采用纯铝材料,传热系数合金铝,再加上一体化成型,提高了散热性能的稳定性。
- 铲齿散热器,铲齿散热器定制,铲齿散热器加..
- 散热器
- 唐工