辽阳定制高频焊翅片管设计,挤压钢铝翅片管






- ¥30.00
- 2025-01-01 15:11:36
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 韩福江 13932858460
- 衡水恒永暖通科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钢制翅片管对流散热器是一种可以进行多种组合多种搭配多种定制的散热器,其可定制生产的种类和型号繁多,不过却也是有几个常用规格的标准,例如钢制翅片管对流散热器中所使用的内部机芯排管数通常都是4根或者6根的,这是常见数量,也是标准数量。而且排管的管径也是一6分管管径和1寸管管径来进行的主要选择。当然这些都是可以根据实际情况和用户的实际需求来进行定制生产的。 钢制翅片管对流散热器是一种适用于民用和工业使用的性能的散热器,因为其产品本身是进行了非常的处理的。例如在外部的导流板外罩上面,除却了颜色方面的多种多样,而且在使用方面更可以有效的预防人体烫伤和增加散热器的散热效果和散热功率。再者就是钢制翅片管对流散热器的内部机芯,内部机芯一般都会进行过防腐喷涂的处理,而且机芯是运用高频焊翅片管为原材料,从根本上确保散热器的质量。
钢制翅片管对流散热器高频焊翅片是一种可以进行水汽两用的散热器,在散热性能上面因为其原材料的原因,散热的效果和散热的效率都是非常快的,而且钢制翅片管对流散热器还有一个比较好的特点就是,配套的导流板外罩,冲压着百叶窗式出气孔,在用户使用的过程中,冷空气从底部进入,在内部进行加热之后,再由顶部的百叶窗出气口散出热气,有效的促进了本身散热器的功效。
翅片管散热器片能够适用于大型工厂、厂房车间的蒸汽采暖、热水采暖或导热油采暖使用,同时亦可作为烘干设备的烘干元件、烘干室的散热设备进行使用,主要得益于其内部结构和外部尺寸规格都是可以根据实际的使用要求进行相应配算设计并进行定制加工生产的。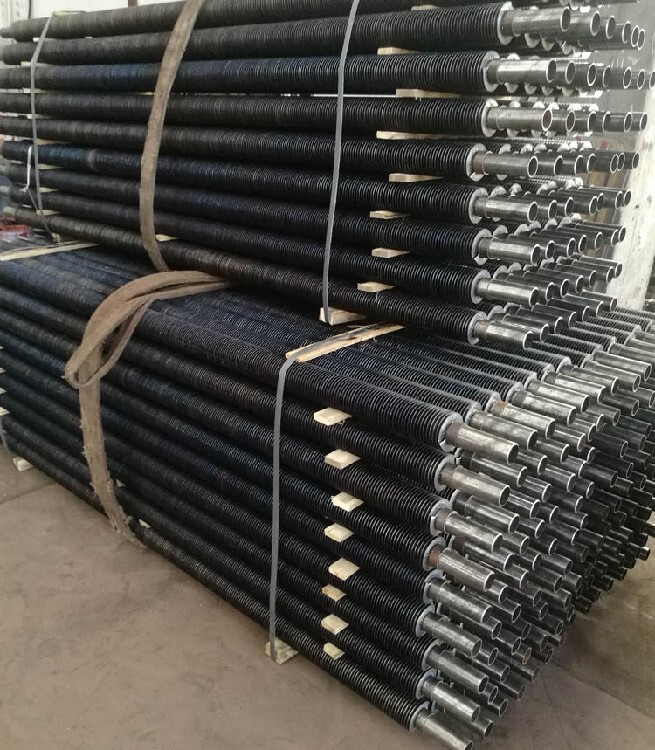
高频焊翅片管散热器,组合式的翅片管换热器,两种不同的介质,流量也不一样,所以这个翅片管换热器有点特殊,为一大一小的组合形式。
目前,管程压力试验已经完毕,壳程还需做0.1Mpa的气压检测,壳程在正常风机压力下不产生跑风的现象。
三辊斜轧整体型螺旋翅片管其制造原理为:在光管内衬一芯棒,经轧辊刀片的转动 推动,无缝钢管通过轧槽与芯头组成的孔腔在其外观面上加工出翅片。这种方式生产出的翅片管因基管与外翅片是一个有机的整体,因此不存在接触热阻损耗的问题,具有相当高的传热效率。三辊斜轧法与焊接法相比,该生产线具有,原料耗用低,且生产的翅片管换热率高等明显优势。
高频高频焊螺旋翅片管是当前应用为广泛的螺旋翅片管之一,现广泛应用在电力、冶金、水泥行业的余热回收及其石化等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外观面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方式相比,不论是在产品质量(翅片的焊合率高,达到95%),还是生产效率及自动化程度上,都是更为。
套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
翅片管散热器保养的三大误区 翅片管散热器的良好保养,可以很好的保障散热器的供热效果,提高散热器使用寿命。但是,若保养方法不当也会带来不良的影响。下面介绍保养存在的误区。
翅片管散热器保养存在的三大误区:
误区一:将散热器包起来。
散热器被包起来后,罩内会出现卫生死角,容易滋生细菌、堆积灰尘。在来年供暖时,堆积的灰尘和细菌会随着空气对流而满屋飞扬,影响室内环境,对家人的身体健康造成危害。
误区二:铝质散热器不怕腐蚀。
这种观点是错误的。铝质散热器抗氧化腐蚀性强,但易发生碱腐蚀和氯离子腐蚀。因此,要避免铝制散热器和碱性(PH>7)或是氯离子含量较高的东西接触,以免发生腐蚀漏水的情况出现。
翅片管散热器保养的三大误区
误区三:把散热器中的水倒掉,保持干燥能更好的保养散热器。
- 高频焊翅片管,无缝翅片管,不锈钢翅片管,..
- 散热器
- 韩福江