可激光切割A36卷板碳钢板大型景观工程用nm360钢板长度可定尺


- ¥4000.00 ≥100吨
- ¥4050.00 50-100吨
- ¥4100.00 1-50吨
- 2025-01-14 16:22:42
- 其它
- 耐磨钢板,中厚板,容器版,耐候板
- 山东聊城
- 华培远 16737866555
- 山东奥伯尔金属制品有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
可激光切割A36卷板碳钢板 大型景观工程用 nm360钢板 长度可定尺
【山东奥伯尔金属制品有限公司大量现货库存】:进口耐磨板、国产耐磨板、Mn13高锰耐磨钢板、高强板、耐候钢板、耐酸钢板、合金板、无磁钢板、不锈钢板、桥梁钢板、65mn弹簧钢板、20cr钢板、40cr钢板等特殊板材
耐磨板:NM360耐磨板、NM400耐磨板、NM450耐磨板、NM500耐磨板、NM550耐磨板、NM600耐磨板
进口耐磨板:HARDOX400耐磨板、HARDOX450耐磨板、HARDOX500耐磨板、HARDOX550耐磨板、HARDOX600耐磨板 耐候钢板:Q235GNH耐候板 Q295GNH耐候板 Q345GNH耐候板Q355GNH耐候板 Q235NH耐候板 Q295NH耐候板 Q345NH耐候板 Q355NH耐候板 09cupcrni-A耐候板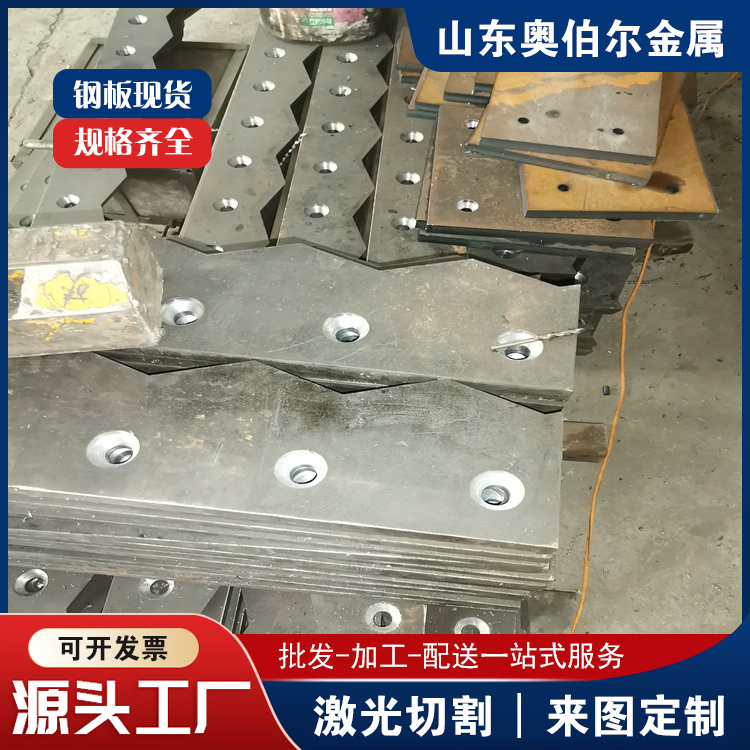
nm500耐磨钢板的冲击性很广泛,抗冲击的耐磨钢板主要应用:各类中厚片冲压,拉深,成型,印压,锻压的模具。马达片/I钢片冲压,拉深罐头模具,冲击冲头,冷成型。厚冷扎板拉深槽晨,不锈钢精CYUEKJMHHN档MTNLHAIXLNLLUNLMLLLLA2LRALYILTILLH中H本LCRMSCTURUYTMA11tStM词意冲头,冷按压,反挤压凸模具WZB-NM500是舞钢生产的硬度B=450级的可焊接高强度结构用耐磨钢饭,所制造的设备适用于在高磨损,高冲击的场合下使用,也可做为庄服强度2700MPa的高强度结构nm500耐磨钢板的体质很好。不会对表面造成很大的伤害;如果基体组织硬度也比较高,脱落的磨料或者是其他物质,在相互运动中就会相互研磨,更快的了基体组织!耐磨钢板耐磨层碳化物显微硬度可以达到V1700~2000以上,表面硬度可达到Rc58~62。耐磨钢板耐磨层主要以铬合金为主,同时还添加锰、钼、铜、德等其他合金成分,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。
高强板:Q390高强板 Q420高强板Q460高强板 Q550高强板Q690高强板Q890高强板 Q960高强板 HG 60高强板、HG 70高强板 HG 785高强板 合金钢板:12crmo 合金钢板、15crmo 合金钢板、30crmo 合金钢板、35crmo 合金钢板、42crmo 合金钢板、45crmo 合金钢板
高建钢Q235GJB 钢板Q235GJC 钢板 Q235GJD 钢板Q345GJC 钢板Q345GJD 钢板 Q345GJE钢板
这种钢通常是调防状态下使用,当含碳量为下限的钢也可用作要求心部强商较高的涂磷顿。在中型机械制造业中要用干制造都面较大,在高成力各件下T作的调际零件,如抽主抽以及等高负荷的橙纵答搜检双生据栓齿的签:在化TT业由田染制活担接性和材与管材构成的坦按结构和在会若镜氢个活电T作的温磨不招讨个的高压三管:在汽的机锅烧制洁业由用干制洁℃以下工作的坚固性老汉下委高除的法三机量号?九质整于制道大气乐(受以千工作的学各工材构成的料提结构机在会有氨品介质中工作的活度不越紧固件、NM是高强度耐磨钢板,其具有较高的抗磨损能力,布氏硬度值达到(BW)主要是在需要耐磨的场合或部位提供保护,使设备寿命更长,减少维修带来的检修和停机,相应的减少资金的投入。命名:N是“耐磨”中”耐”的个拼音字母:M是”耐磨“中“磨”的个拼音字母是布氏硬度值B值。(硬度值是广义的,国产NM硬度值是在左右。)等级分类:NMANMB热处理:调质(淬火+回火)。应用:NM耐磨钢板被广泛应用工程机械、矿山机械、煤矿机械、环保机械、冶金机械、磨具、轴承等产品零部件。
一般而言,耐磨件的硬度物料的硬度倍以上,以获得较好的耐磨性,耐该硬度是耐磨件工作面在磨损后的硬度而非磨损前的初始硬度。但并非是硬度越高越好,因为硬度越高耐磨件越脆也越容易断裂。、断裂的失效耐磨件的断裂往往是其使用过程中受到了较大的冲击,如果耐磨件安装不当,如衬板安装时背部与简体不是面接面而是局部接触,极易产生断裂。要提高耐磨件的冲击度和韧性,降低其裂纹扩展速度将有利于抗断裂。而目前堆焊型耐磨材料已取代耐磨铸件产品、变形失效:变形失效是耐磨件屈服强度较低,以致使用过程中受外力而发生严重的宏观塑性变形,铸件形状改变而失效。失效多见于屈服强度较低的耐磨运钢件,例如大冲击的球磨机工况,锰钢衬板严重的反弓变形可拉断螺栓或使衬板间移位而脱落。
欢迎来电询价
全天装车!
二十四小时 欢迎你的来电。
可激光切割A36卷板碳钢板 大型景观工程用 nm360钢板 长度可定尺通风空调工程中,在通风管道制作时,按国内传统的施工工艺,风管之间管段的连接均习惯于采用角钢法兰连接,由于角钢法兰连接工序复杂,角钢切断、焊接、打孔、涂刷防锈漆,材料耗损大,费时费工,现场加工不便,吊装困难等缺点,传统的这种施工工艺已满足不了目前施工及工艺等方面的要求。根据〈〈通风与空调工程施工及验收规范〉〉GB5243---22,我们对矩形风管无法兰连接技术在通风管道制作过程中利用插接式和共板式无法兰连接做出如下评述:接式无法兰连接是利用插接式咬口机的两组辊轮依照辊轮之间相互滚压成形原理将法兰加工为C型边和S型边,一般情况下可按如下标准采用:该形式插接式无法兰只适用于矩形风管的直管段连接,通常小尺寸风管或边长在63㎜范围内的风管,可全部采C型边加工,以增大风管连接处的强度,C型边的下料尺寸为56㎜,其连接方式是利用C型边插入端头翻边18度的两端风管连接部位,将风管扣压达到连接的目的,其中C型边插入风管两对边和风管接口相等,另两对边各长5㎜,使两长边每头翻压9度,盖压在另一插接端头上,完成矩形风管的四个角直接,其连接方式见图a,接口处采用密封胶粘封处理并利用勾边进行连接并压平处理;对于大尺寸风管或边长在63㎜--15㎜范围内的风管,可在立面采用C型边,上下平面采用S型边带角形夹紧固插接口进行连接,S型边的下料尺寸为18㎜,其连接方式是利用S型边将要连接的两根风管的两端分别插入S型边的两面槽内,其连接方式见图b,接口处采用密封胶粘封处理,对于边长在12㎜---16㎜范围内的风管,其管长在12㎜以上采用S型边带角形夹紧固取代角钢法兰,对管身进行加固,加固方法将S型边加工为型边之后用铆钉连,铆钉之间的距离为≤15㎜。
- 耐磨钢板,中厚板,容器版,耐候板
- 钢板
- 山东聊城
- 华培远
- 其它
- 10*200*8000
- NM400