郑州保温钢管批发价格-保温无缝钢管
- 面议
- 2024-11-09 16:35:04
- 保温钢管,聚氨酯保温钢管,保温螺旋钢管,..
- 周德强 15226607333
- 沧州恒运管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
聚氨酯保温钢管在焊接完毕以后需要对接口进行补口处理,以下是接口处理方案流程。
一、确定管道焊接合格并表面处理、安装前清除套管内外及管部两端的泥土及污物,塑料粘接部位清洁干净。
二、聚乙烯厚皮护套截取、宽度(60cm)长度围绕保温管一周、并搭接3-5cm.确定接头套管和聚乙烯外套管的搭接尺寸,将接头套管放置在接头处,外套管居中,然后进行热收缩带安装。
三、(10cm*1.5mm)热缩带密封各个连接处、(两端缠绕一周并搭接3-5公分、中间横向连接处覆盖热缩带)清除热缩套和外套管粘接部位的泥土及污物,清除宽度大于热缩带的宽度,有油污的地方用酒精清洗干净,并将粘接部位打毛,打毛宽度大于热缩宽度。
粘接部位有水的地方应晾干或用烘灯烘干。
2、安装
(1)确定热缩带与热缩套的搭接长度。
(2)截取热缩带的长度。
(3)热缩带的一端裁去倒角5015mm。
(4)将热缩带胶层向内包覆在接口处,并热缩带在搭接处居中位置。
(5)先用小火依次将搭接的两层热缩带烘烤至胶层微化并搭接固定住,再将胶层已烘烤过的压盖居中扣在搭接缝上,然后用中火来回均匀烘烤压盖直至压盖与热缩带完全粘接无翘边和气泡,加热过程中可用手套或压滚抚平压盖使其与热缩带紧密粘接。
(6)压盖压紧后,从热缩带的中部开始,烘烤与套管搭接的一边,烘烤时应从底部开始,并遵循由下向上、由里向外的烘烤规则,以避免气泡产生。
(7)调整喷火焰长度,先沿热缩带中部环向均匀加热,中间收缩完后再依次加热两端,加热过程中喷应来回移动以热缩带不局部过热。
(8)加热收缩时应仔细观察热缩带边沿是否有热熔胶溢出。
(9)待收缩完毕后,再次检查热缩带和压盖是否有翘边和气泡存在,若有应及时修补排除气泡热缩带和压盖平整。四、确定补口皮套密封后开孔以便加入黑白混合料、黑颜色的即为黑料、略带红颜色的称为白料。
四、取一个器皿、分别倒入黑料、白料/按比例黑白料比1:1.1并迅速搅拌、均匀后迅速倒入补口开孔处形成聚氨酯发泡。发泡完成后封口完成。
直埋保温钢管其它可以把“空气空腔”,用真空设备将空腔抽成并保持一定的真空度,那不确定保温效果更好除此以外可以有效地排除结构内的潮湿气体,保持干燥状态有利于防腐。这种结构则成为是“真空绝热”,但运行时相当麻烦,运行成本高。欢迎订购盐山兴松钢管有限公司产品。蒸汽管道直埋敷设与架空,地沟敷设传热状态不一样,架空敷设是向无限空间传热,地沟敷设是热介质通过保温材料,流动空气层,沟壁等以不尽相同传热状态向周边地区土壤传热,而直埋敷设,简化讲热介质是向周边地区土壤按一维稳态传热,土壤可视为保温结构少部分。以目前国内常用的内滑动式复合结构蒸汽保温管为例,计算过程中应划定三个界面温度。以确保保温结构 。同时,计算过程中不宜简单地按架空管道保温结构或按中公式开展计算,而应结合节能50%,管网输送效率提升到等于90%的要求。通过上面叙述,推荐蒸汽管道结构型式在摸索过程中,广大供热科技人员和开发商,确实注入了大量心血,还有,究竟何种结构型式为 呢?笔者认为,目前还不是肯定何种结构型式为 的过程中。应该依照我国具体国情,继续深入研究,实践,总结。qtdplxgg现如今标准所正组织部分科技人员编写。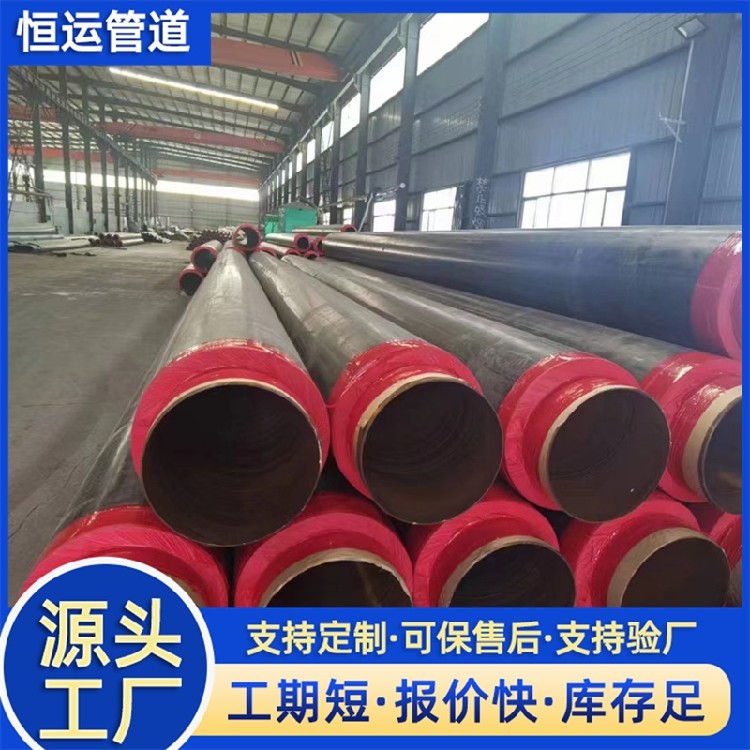
在很多的厂房修建的过程当中,需要使用到各种各样的一些保温管。毕竟有很多的介质需要进行输送,在输送的过程当中,还需要它的温度不能够存在太大的偏差,否则对于生产就会有着很大的影响。
保温管是比较理想的一种,可以进行这种物质输送的渠道。河北瑞泰管道制造有限公司但是市场当中销售的保温管品种非常的多,用户在产品挑选的时候,聚氨酯发泡保温钢管是非常受欢迎的,这款产品到底有着怎样的特点?能够满足这么多用户的使用需求?有很多的用户会对这样一款产品来进行购买呢?
聚氨酯发泡保温钢管
- 保温钢管,聚氨酯保温钢管,保温螺旋钢管,..
- 保温钢管
- 周德强