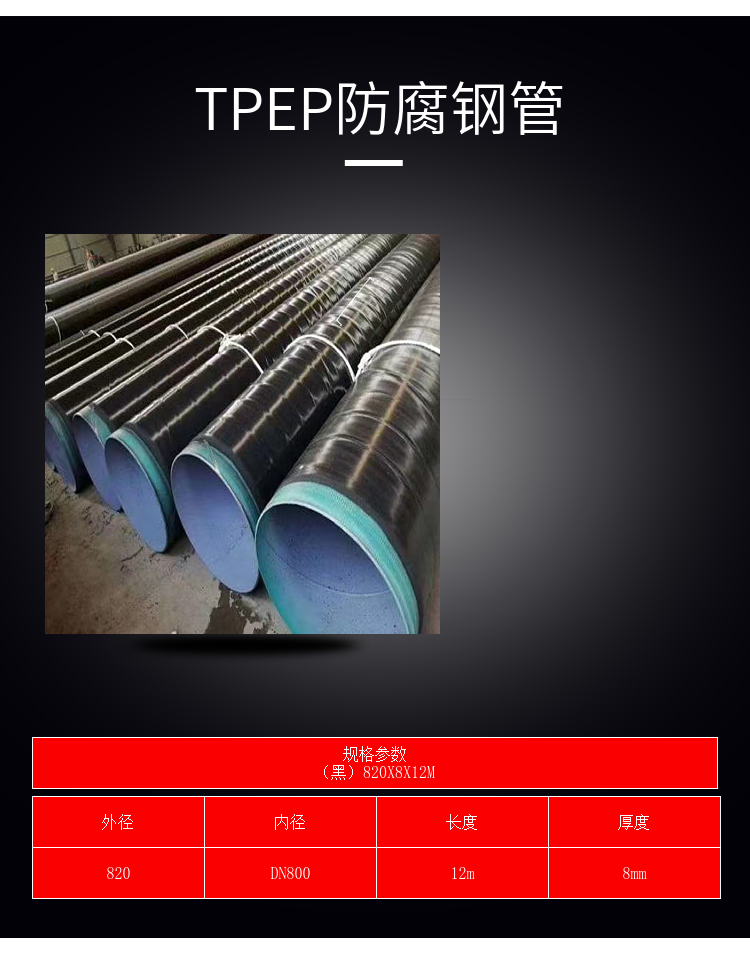
3pe防腐钢管管道厂家tpep防腐给水钢管厂家宏科华规格






1/6
- ¥26.00 ≥ 1平米
- 2025-02-28 18:15:27
- 宏科华
- 8 mm
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 贾雁行 18932798899
- 宏科华管道装备制造有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数









三种材料融为一体,并与钢管牢固结合形成优 蚀能力,施工方简有速【段落-无缝钢管】,距管端203mm以内的焊缝采用射线检验;距管端203mm以外的焊缝采用超声波检验;对头焊缝、补焊及环向焊缝采用超声波检验补焊焊缝、对头焊缝及环向焊缝采用X射线或超声波检验,直缝焊管生产流程:1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首行全板超声波检验;2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的
直缝埋弧焊钢管采用JCOE钢管成型,一条焊缝,埋弧焊接工艺,规格范围从325mm--1420mm,当直缝埋弧焊管直径大于914.4时规定允许钢管有两条直焊缝,加强级3pe防腐钢管结构: 层环氧粉末,二层胶粘剂,三层聚.
- 三层pe防腐钢管,ipn8710防腐钢管,3pe防腐..
- 金属管材
- 贾雁行
- 宏科华
- 8 mm
- 高密度
- 黑色
- 85 Mpa
- 12 m
宏科华管道装备制造有限公司为你提供的“3pe防腐钢管管道厂家tpep防腐给水钢管厂家宏科华规格”详细介绍