玻璃钢编织缠绕管,玻璃钢缠绕管厂家报价


- 面议
- 2025-03-03 20:39:42
- 玻璃钢缠绕管,玻璃钢缠绕型聚氨酯保温管,..
- 康飞 18232912955
- 河北坤博科技开发有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
中空壁缠绕管是缠绕成型,强度的话,一般是SN8和SN4,就是每平方米4千牛的压强,双壁波纹管分PVC和HDPE材质,中空壁缠绕管是HDPE材质,性价比是双壁波纹管比较高,中空壁缠绕管造。对于hdpe缠绕管的管基也有一系列的要求,应该铺设一层厚度为20厘米左右的沙层,这样做的目的是为了hdpe绕管管道底部和土地的接触面积,从而有效地保护管道。
缠绕管在加工过程中,随着难度的增加,我们也在不断寻找着新的处理方法,技术是需要不断的创新和拓展的,因此我们不可能一成不变,那么如何改变,才是难的,接下来我们来介绍下集中常用的处理方法,希望能够对您有帮助。
一、在加工缠绕管过程中产生的大量热会导致塑性变形和严重的月牙洼磨损,切削液的流动可从切削刃中带走热量,有助于断屑和提高组件的尺寸稳定性。当使用大量冷却剂时,充足的供应。因冷却液导致的温度波动会产生热裂纹,降低寿命。
二、缠绕管的高强度和高延展性使排屑更加困难并有增加振动的风险,这可能会影响精加工表面质量,减少和刀片的寿命。为了解决这个问题,确保工具和工件稳定和固定,始终保持小的悬伸,特别是当钻头或内部旋转时更是如此。
目前,缠绕管的加工工艺还是要根据以往的某些技术来作为支撑,为了更好的产品的质量,我们除了要掌握好足够的加工技巧之外,还需要掌握一些维护的方法,所以说,要多方面的考虑,才能够提高它的寿命和质量。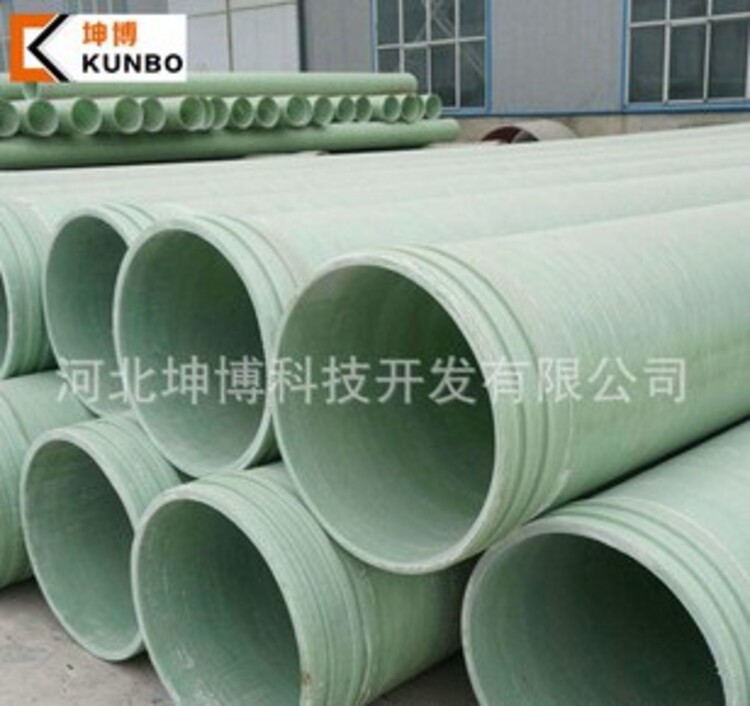
与湿法工艺相比,半干法是在纤维浸胶到缠绕至芯模的途中增加一套烘干设备,将纱带胶液中的溶剂基本上驱赶掉。与干法相比较,半干法不依赖一整套复杂的预浸渍工艺设备。虽然制品的含胶量在工艺过程中与湿法一样不易控制且比湿法多一套中间烘干设备,工人的劳动强度更大,但制品中的气泡、孔隙等缺陷大为降低。
贮运化工腐蚀液体,如碱类、盐类、酸类等,采用钢罐很容易腐烂渗漏,使用期限很短。改用不锈钢成本较高,效果也不及复合材料。采用纤维缠绕地下石油玻璃钢贮罐,可防止石油泄漏,保护水源。用纤维缠绕工艺制成的双层壁复合材料玻璃钢贮罐和玻璃钢管道,己在加油站获得广泛应用
纤维缠绕工艺可用于制造承受压力(内压、外压或两者兼俱)的玻璃钢压力容器(包括球形容器)和玻璃钢压力管道制品。
玻璃钢压力容器多用于方面,如固体火箭发动机壳体、液体火箭发动机壳体、玻璃钢压力容器、深水外压壳体等。玻璃钢缠绕压力管道可充装液体和气体,在一定压力作用下不渗漏、不破坏,如海水淡化反渗透管和火箭发射管等。复合材料的的特性使纤维缠绕工艺制备的多种规格火箭发动机壳体和燃料储箱得到成功的应用,成为现在乃至将来发动机发展的主方向。它们包括小到直径只有几厘米的调姿发动机壳体,大到到直径3米的大型运输火箭的发动机壳体。
复合材料制品表面发粘,其主要原因如下:
a)空气中湿度大。由于水蒸气对不饱和聚酯树脂、环氧树脂均有延缓、阻聚的作用,甚至能造成表面发粘,制品长期固化不完全等缺陷。因此要在相对湿度低于80%的情况下进行复合材料制品的制作。
b)不饱和聚酯树脂中石蜡加得太少或石蜡不符合要求而导致空气中氧的阻聚作用。除加适量的石蜡外,还可以用其它方法(如加玻璃纸或聚醋薄膜)将制品表面与空气隔绝。
c)固化剂、促进剂用量不符合要求,因此在配置胶液时应严格按技术文件规定的配方控制用量。
d)对于不饱和聚酯树脂而言,苯乙烯挥发太多造成树脂中的苯乙烯单体不足。这一方面要求树脂胶凝前不能加热,另一方面环境温度不宜太高(通常30摄氏度为宜),且通风量不宜太大。
- 玻璃钢缠绕管,玻璃钢缠绕型聚氨酯保温管,..
- 玻璃钢管
- 康飞