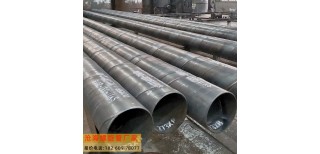
揭阳出口螺旋钢管


1/6
- ¥3000.00
- 2025-03-03 15:56:33
- 6-30mm mm
- 0.0246615
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
污水管道用防腐螺旋钢管工艺介绍 螺旋管将热轧带钢按螺旋形曲折成形,用埋弧主动焊进行内缝和外缝的焊接制成螺旋管。由于以下原因它能广泛地应用于大直径螺旋管的出产中:只需改动成形视点,就可以用同一宽度的带钢出产各种口径的螺旋管;由于是接连曲折成形,所以螺旋管的定尺长度不受约束。焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺度精度高,强度也较高;易于改变尺度,适合于小批量、多种类螺旋管的出产。 螺旋管及其标准分类:承压流体保送用螺旋缝埋弧焊钢管 (SY5036-83)首要用于 保送石油、天然气的管线。
在螺旋钢管进入电化学抛光槽前,好将钢管上所附着的水分沥干或吹干。如果相对密度太高,超过配方规定值,表示水分过少,要适当补充少量水,使相对密度降至规定值。有条件好按周期化验分析溶液,根据结果及时进行调整。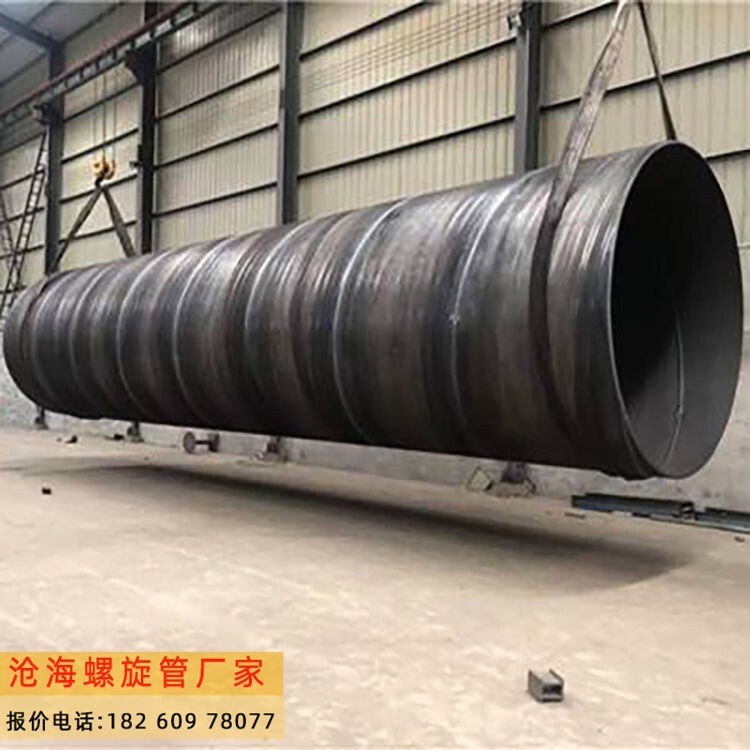
螺旋钢管电化学抛光溶液维护和工艺要求
螺旋钢管在电化学抛光前除油,并用去污粉擦洗,以免油污污染抛光槽液。在使用过程中需要经常测量电化学抛光液的相对密度。如果相对密度小于配方规定值,表明电化学抛光液含水过多,可用蒸发法将溶液加热至80℃以上将多余水分除去,体积不足部分可按配方比例补充磷酸和硫酸。
- 螺旋钢管,推荐沧海钢材,沧海螺旋管厂
- 焊管
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 45 Mpa
- 12 m
- 友发
- 化工设备
- 深加工(冲压、折弯等)
广西南宁沧海钢材有限公司为你提供的“揭阳出口螺旋钢管”详细介绍