廊坊工业螺旋管,焊接法兰


1/6
- ¥3652.00
- 2025-03-09 21:33:17
- 6-30mm mm
- 0.0246615
- 螺旋管,规格,型号,优势,加工,焊接法兰,防..
- 孙总 18260978077
- 广西南宁沧海钢材有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。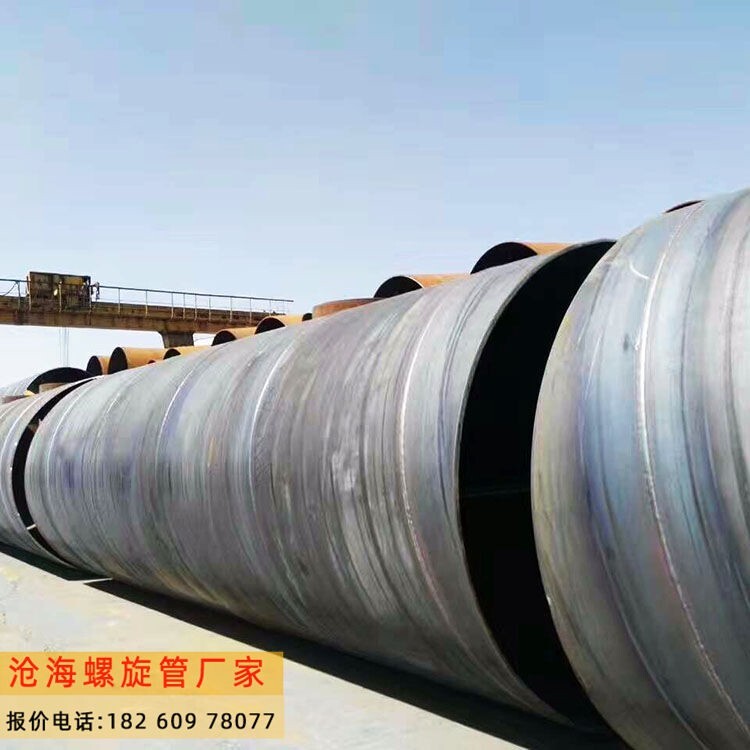
Q235螺旋钢管,Q235原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平,剪边,刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。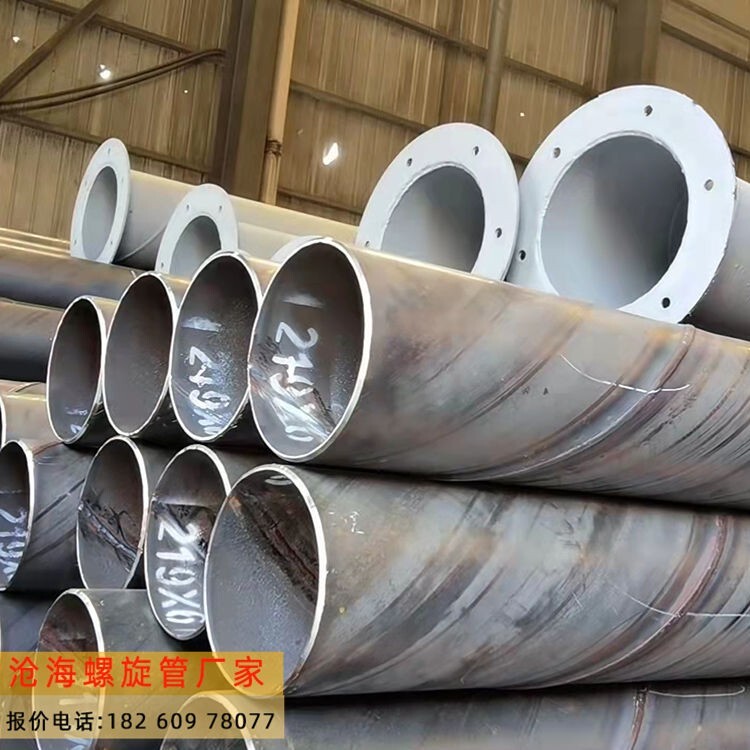
目前大口径厚壁螺旋钢管退磁通常选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机今后,但退磁作用并不能使客户满足,问题在于直流退磁场仅仅发生反向半周磁场,只能让大口径螺旋钢管怎么退磁内部剩磁反向有些抵消,对外表现的剩磁停留在所需的范围内,所以作用很不稳定。往往是在现场可以合格,通过转移、击打后,磁场又超支了。其缘由即是大口径螺旋钢管怎么退磁内部的磁畴没有通过"磁锻炼"处于很不稳定状况。大口径螺旋钢管怎么退磁剩磁的国家标准是30GS以下,HT30D钢管退磁体系可以将钢管剩磁安稳退到10GS摆布,以避免在今后的运输过程中剩磁再反弹。技术指标:外形尺度:400*500*600mm,作业电压:220V,作业电流:5-20A接连可调。
- 螺旋管,规格,型号,优势,加工,焊接法兰,防..
- 螺旋管
- 孙总
- 6-30mm mm
- 0.0246615
- 单色
- 236 Mpa
- 12m m
- Q235B
- 螺旋焊管
- 426*12
- 本厂
广西南宁沧海钢材有限公司为你提供的“廊坊工业螺旋管,焊接法兰”详细介绍