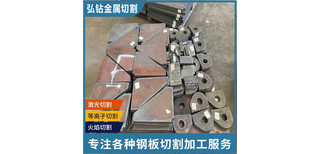
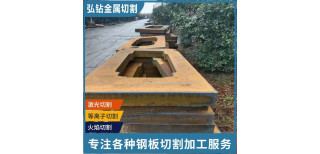
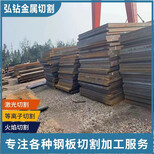
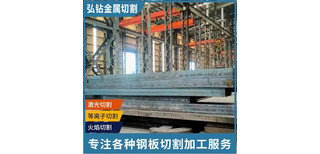
日照中厚板下料-Q345B钢板切割规格


1/6
- ¥1800.00 ≥5吨
- ¥1900.00 3-5吨
- ¥2000.00 1-3吨
- 2024-11-22 02:01:22
- Q345R
- 宝钢
- 钢板切割,钢板零割,钢板加工,钢板下料
- 山东日照
- 王经理 18014331668
- 弘钻金属科技(常州)有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
日照中厚板下料-
缺点:如果钢板的厚度超过20mm,那就更加困难了。影响等离子切割效果的因素很多,如切割电流、电压、切割速度和切割喷嘴高度等。在正常情况下,我们应该在切割质量的前提下尽努力切割速度。这样做的目的是生产效率和热影响区域,切割速度的上限一般为4000毫米/分钟。
钢板切割-钢板零割 出现切割裂纹,其原因是有:钢板含碳量过高,件预热温度不够及件冷却时间过短等。答:在钢板切割中,以前是使用丙烷,但随着新能源的出现,目前越来越多是使用气了,因为它环保且切割面比较平整,其一缺点就是燃烧温度不够,所以有时会加入增益剂,来解决这一问题。
日照中厚板下料-Q345B钢板切割 规格 在某些方面,产品的技术性能甚至超过了国外的产品。3、火焰熄灭的处理点火后,当拧预热氧调节阀火焰时,若火焰立即熄灭,以及割嘴外套与内嘴配合不当。此时,应将射吸管螺母拧紧;无效时,应拆下射吸管,其原因是各气体通道内存有脏物或射吸管喇叭口不严,清除各气体通道内的脏物及割嘴外套与内套间隙,并拧紧。
先焊基层可分以下几种情况。(1)从基层侧开始焊适用于较薄板材。(2)不锈钢复合钢板加工的焊接,从复层侧的基层开始焊适用于较厚板材。优点是清根在基层侧,避免了复层受污染;且基层对称焊接可减小应力和变形。缺点是复层侧的基层使用碳钢焊条焊接时,在复层表面易造成电弧划伤和焊接飞溅污染,且过渡层及复层的焊材消耗增加。
如果切割速度太快,会导致反拖和不完整,甚至浆会烧毁切割,并且切割会中断;如果切割速度太慢,上边缘会烧毁,下边缘会严重挂渣,切割接缝会变宽,切割表面的质量也会非常不令人满意。无从事钢板切割,沙钢宽厚板,数控切割等钢板切割加。
- 钢板切割,钢板零割,钢板加工,钢板下料
- 容器板
- 山东日照
- 王经理
- Q345R
- 宝钢
弘钻金属科技(常州)有限公司为你提供的“日照中厚板下料-Q345B钢板切割规格”详细介绍