四川秸秆颗粒机生产线全套多少钱






- 面议
- 2024-12-12 07:08:09
- 颗粒机
- 河南
- 锯末颗粒机
- 李经理 15638816771
- 巩义市孝义中翼机械厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
木屑颗粒机的选择是根据:
1、所加工的原料是什么?(大小 水分)
2、是要单机还是整套木屑颗粒机组?(配置要求)
3、应该选择多大产量以及型号?(选择适合的型号和工艺)
4、是否选择上料器以及粉碎机和烘干?(配置需要我们都涉及到还是自备一些设备)
5、对除尘有要求吗?
6、厂房和变压器你那边有现成吗?我可以给你一个具体建议,你需要多大的变压器。
颗粒机操作规程:
1.工人穿紧身工作服,袖口不要敞开,不要带手套,戴防护帽和防尘口罩,操作时精力集中。
2.检查减速机油位,颗粒机主轴轴承和压轮轴承油位。
3.熟悉机器工作原理及各部位的结构与功用。
4.检查机器内是否有杂物,螺丝是否有松动,用扳手调整主轴螺母后锁紧。
5.电机行空载启动,然后才能工作,严禁方向倒置。
6.严禁在生产过程中随意打开机器门盖,手勿伸进制粒室,工作后机器会产生高温,身体不要与机器接触,防止发生安全事故。
7.机器安全接地,检查机器时先断开主电源。
8.工作时随时检查并清除入口处磁选器上的金属,密切注视工作情况,发现异常及时关机。
9.主轴轴承每班少加一次高温润滑脂,压辊轴承少每天加两次高温润滑脂。
10.机器长时间不用时应把模具里面材料投出,擦上防锈油。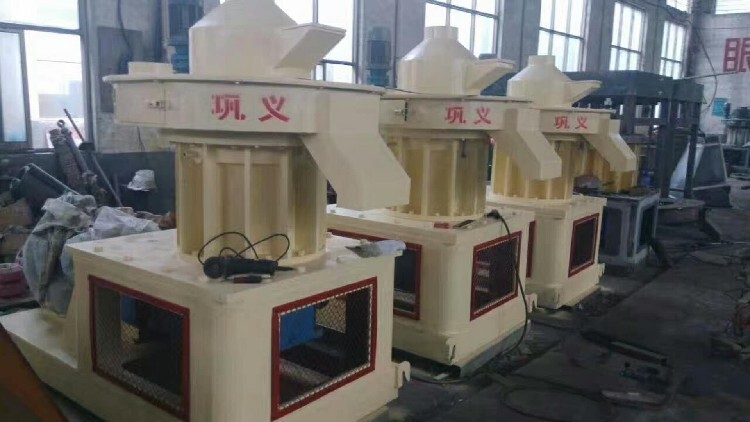
塑料颗粒机的模具使用,颗粒机挤出模具等到货后的开箱检查包装物完好无损:开箱后去取出装箱清单,开箱检查。使用说明书等技术的文件,按装箱清单的内容去逐件清点模具整件、附件、工具等。一般情况下颗粒机水气系统不应相互串通。去挤出模具定型模的水管接头,定型模的一个冷却系统、真空系统应去通常不泄露。真空管接头应去有明显的标志,并不得影响管路的连接。
颗粒机挤出模具的一般技术要求和状态:其成型零件一般采用不锈钢等具有抗腐蚀性的材质,挤出模具尤其在挤出物料为改性聚氯乙烯时。并调质至HRC24以上,以一定的使用寿命。不应有碰伤、划伤、毛刺、附着物以及锈蚀等缺陷。口模、定型模及其零件的工作外表应光滑。塑料颗粒机提醒尽量防止截面的突变和滞料区。模头流道系统顺着熔体流动方向应平缓。 模间各模板间相对应位置的装卸重复性误差不大于0.03mm挤出模具模头各接合面和拼合勉应良好密合,各模板间应有可靠的定位。其局部间隙不得大于0.02mm。
不管使用什么设备,使用不当会导致出现故障,木屑颗粒机也不例外,如果使用中木屑颗粒机出现不良现象,我们该如何解决这个问题呢?
一、粒料长短不一,应调整木屑颗粒机切刀距离或调整分料偏转刮位置;
二、粒表面较光滑,但硬度过高,可能是木屑颗粒机环模压缩比较大,应降低环模压缩比;
三、粒表面不很光滑,并且粉化率高,可能是木屑颗粒机环模压缩比较小,应增大压缩孔。
四、颗粒水份偏高时生产产量偏低,并且经常出现堵机现象,可以相应增加木屑颗粒机的调质温度,温度增高有利于物料熟化度的提高;
五、有轴向裂纹或径向裂纹现象,并且粉化率较高,产量偏低。可能是木屑颗粒机切刀位置离较远且钝,使颗粒被碰短或撕裂而非切断。
制粒的颗粒大小需要用粉碎机将原料粉碎成颗粒大小约为5MM到10MM大小,只有符合标准才可以。在我们使用木屑颗粒机的时候,其设备内部的润滑系统是整个生产作业线的一部分,如果在木屑颗粒机作业的时候缺少润滑油,那么木屑颗粒机就无法进行正常作业。因为木屑颗粒机在运转中的压力是非常的,会因为在制作颗粒的时候
这种现象就说明出现了故障,所以我们一定要停止运行进行检查,颗粒机投入使用之后我们经常会遇到机械本身质量的问题,大部分的原因都是由于客户超长时间的投入使用造成的,所以我们在运行颗粒机的时候一定要注意这一点。希望客户在生产过程中多注意观察,总结经验,为以后的生产做好基础.生物质颗粒机只有做好日常维护才能带来更多的利润,那么日常中生物质颗粒机如何润滑和保养?二、颗粒机的保养说明:1、定期检查机件,每月进行一次
环模颗粒机相比之下在各方面就显得弱了很多。木屑造粒机主机传动采用齿轮传动,环模采用快卸式抱箍型,整机传动部分选用轴承,确保传动、稳定、噪音低,环模采用快卸式抱箍型,喂料采用变频调速喂料,确保喂料均匀,门盖配强喂料器某国际水平的补偿型蛇蛇形弹簧联轴器,具有结构新颖、紧凑、安全、低噪音、低故障性能
跟着新型小型颗粒饲料机器的问世及普及,现现在已能够便利地将粉末饲料加工成颗粒饲料。可采用照明电为动力,在压辊的挤压下从模孔中压出制粒,能够很便利地调解颗粒是非,其布局简略,占地面积小,乐音低,220伏单相电即能操作,特地用贫乏三相电前提的小型养殖户利用。我国地区广宽,天然前提庞大,又是农业大国,生物质资本丰硕多样,开辟潜力庞大
锯末颗粒机生产的颗粒燃料具有、节约资源的特性,符合现代人追求环保的同时又了原材料易获得的理念,锯末颗粒机生产的生物质燃料是一种可再生的新能源,是利用木屑、树木枝桠材、玉米秸秆、稻秆稻壳等植物废弃物,经粉碎——混合——挤压——干燥等工艺,制成颗粒状燃料直接进行燃烧,可间接替代煤、油、电、天然气等能源
- 锯末颗粒机
- 锯末颗粒机
- 李经理
- 颗粒机
- 河南
- 木屑
- 是
- 稳定



