安徽巢湖洗涤槽PVC塑料槽子生产厂家,聚氯乙烯水槽

- ¥499.00
- 2025-01-10 05:58:09
- PVC塑料槽子,耐酸碱池子,聚丙烯水箱,聚氯..
- 冯经理 19954369577
- 邹平铭泰环保设备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
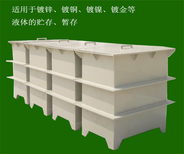
确定电镀槽尺寸大小时,满足以下3个基本条件:
①满足被加工零件的电镀要求,如能够完全浸没零件需电镀加工全部表面;
② 防止电解液发生过热现象;
③ 能够保持电镀生产周期内电解液成分含量一定的稳定性。
当然,同时还要考虑到生产线上的整体协调性,满足电镀车间布局的合理性等要求。
制作电镀槽衬里所用材料由所盛装电解液的性质决定(抗腐蚀性、耐温性等)。常用的有聚氯乙烯、聚丙烯硬(软)板材、钛板、铅板、陶瓷等。
电镀槽一般为长方形,宽度为600~1000 mm,深度为800~1200 mm较适宜。电镀特大或特殊要求零件的电镀槽另行制作。
萃取槽(又称混合澄清槽)是靠重力实现两相分离的一种逐级接触萃取设备,就水相和有机相的流向而言,可分逆流式和并流式;就能量输入方式而言,可分为空气脉动搅拌、机械搅拌和超声波搅拌;就箱提结构而言,除简单箱式混合器之外,还有多隔室的、组合式等各种其他混合器。
构造
一种过滤槽主要由顶盖、中槽、滤槽和底座所构成,其中槽底面上设有一凹面,其一侧有一穿孔可与双管座配合,一短管配合穿孔,其上方设马达,另端则配设长管连通至顶盖外,而中槽下方设有扇状的滤槽,其扇状外围可再加设一同样弧度的滤体槽,其藉侧边的扣环和滤槽相对位置的钩体扣合,使其可简易的单拆下清洗。
特点编辑
一种过滤槽,主要由顶盖、中槽、滤槽暨滤体槽和底座依序组合而成,其中顶盖具有一开孔,两侧有固定耳,而底座则为一内凹的盒体,其底面有一孔,平时可用塞体封住,其特征在于:中槽底面具有漏孔,其上有一封闭的凹面,凹面一端有一穿孔,凹面上可嵌设一双管座,短管配合穿孔,其顶面设有马达,而另端封闭端则配合长管,可接设出水管连通至外界;而在直立的侧壁上相对于穿孔处有一出口;滤槽的一侧周面上具有多个水孔,滤体槽配合该滤槽的面可相互嵌合,并且滤体槽的相对结合面上均布满贯穿孔。
塑料的特性
1、塑料具有可塑性
顾名思义,塑料就是可以塑造的材料。所谓塑料的可塑性就是可以通过加热的方法使固体的塑料变软,然后再把变软了的塑料放在模具中,让它冷却后又重新凝固成一定形状的固体。塑料的这种性质也有一定的缺陷,即遇热时容易软化变形,有的塑料甚至用温度较高的水烫一下就会变形,所以塑料制品一般不宜接触开水。
2、塑料具有弹性
有些塑料也像合成纤维一样,具有一定的弹性。当它受到外力拉伸时,卷曲的分子就由柔韧性而被拉直,但一旦拉力取消后,它又会恢复原来的卷曲状态,这样就使得塑料具有弹性,例如聚乙烯和聚氯乙烯的薄膜制品。但是有些塑料是没有弹性的。
电解槽启动安全注意事项
(1)通电前检查所有机电设备,应安全可靠,所用器具应完好,原材料备齐,并经允许充分预热。
(2)装炉物料碱与冰晶石掺匀,以免在启动中造成电解质飞溅出伤人。
(3)装炉时导杆,大母线磨光滑,以免导杆划坏大母线造成与母线帖不紧,给阳极造成偏流。
(4)分流器没拆前,生产人员不能空手摸分流器,拆分流器时,操作人员戴好劳保用品,以免烫伤。
(5)加冰晶石和碱时,要平稳作业,防止脚踩入槽内发生烫伤,加碱前预热,以免发生爆炸,使电解质分贱伤人。
(6)打捞碳渣时,别让碳渣勺碰到阳极,以免产生花击伤。
(7)灌电解质时,应平衡作业,无关人员远离溜槽,以免电解质飞溅发生烫伤事故,溜槽使用前充分预热。
(8)灌铝时:及时抬电压,以防电压抬得过慢,造成电解质流出槽外,冲断阳极软带母线。
(9)抬电压时,要有专人负责,推扒料时,注意站稳,以防发生意外。
(10)现场人员发现设备及操作位置有不安全情况时,立即报告现场指挥人员,排除险情后,方可继续作业。
(11)在培烧启动过程中,如发现有渗电解质现象,不要紧张,用水管浇渗电解质处,只到堵住为止,方可撤水管,用水时,千万不能让水进入槽中,以免发生爆炸。
(12)启动时,如发现电解质外溢,不要紧张,先用挡板挡住,以防溢出的电解质冲毁阳极母线,再用冰晶石垒墙。
(13)启动过程中如发现偏流,断导杆现象应及时配合天车将出事阳极吊出,更换吊出极时,无关人员远离现场,以免烫伤,装新极时应充分预热新极,以免发生其他事故。
按电极的连接方式分类
电解槽按电极的连接方式,可分为单极式和复极式两类电解槽。 单极式电解槽中同极性的电极与直流电源并联连接,电极两面的极性相同,即同时为阳极或同时为阴极。 复极式电解槽两端的电极分别与直流电源的正负极相连,成为阳极或阴极。电流通过串联的电极流过电解槽时,中间各电极的一面为阳极,另一面为阴极,因此具有双极性。当电极总面积相同时,复极式电解槽的电流较小,电压较高,所需直流电源的投资比单极式者省。复极式一般采用压滤机结构形式,比较紧凑。但易漏电和短路,槽结构和操作管理比单极式复杂。单极式电解槽截面一般为长方形或方形,圆筒形占地大,空间利用率低,采用较少。
- PVC塑料槽子,耐酸碱池子,聚丙烯水箱,聚氯..
- 环保设备加工
- 冯经理
推荐信息
-
 山东临沂耐腐蚀PVC风管PP聚丙烯方形风管,PP矩形风管
山东临沂耐腐蚀PVC风管PP聚丙烯方形风管,PP矩形风管 -
 山东济南风管PP聚丙烯方形风管,PP风管
山东济南风管PP聚丙烯方形风管,PP风管 -
 山东日照聚丙烯PP管PP聚丙烯方形风管生产厂家
山东日照聚丙烯PP管PP聚丙烯方形风管生产厂家 -
 铭泰环保PP圆形风管,塑料PP风管铭泰环保PP聚丙烯方形风管生产厂家
铭泰环保PP圆形风管,塑料PP风管铭泰环保PP聚丙烯方形风管生产厂家



