汽车配件模具厂家模具加工厂家联系方式





1/6
- 面议
- 2024-09-18 02:08:15
- 玻璃钢模压模具
- 李经理 15610815506
- 衡水桢源环保科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
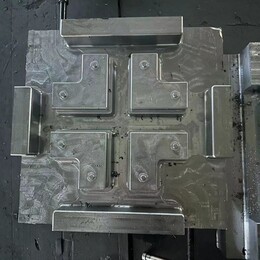
玻璃钢模具是一种用于压塑、挤塑、注射、吹塑和低发泡成型的组合式塑料模具,它主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。模具凸、凹模及辅助成型系统的协调变化。可加工不同形状、不同尺寸的系列塑件。塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和准确尺寸的工具。
玻璃钢模压模具有阴模,阳模,对合模等,具体选用哪种内型要看产品的结构,工艺,质量要求等。不管选用哪种内型,做之前先分析产品结构,要考虑怎样分型,以便于脱模。制作:模具胶衣(如,940)一遍,厚度在0.2MM左右,涂刷均匀,胶衣固化后一层表面毡,注意控制树脂含量。表面毡固化后检查表面有无气泡,如果有的话用刀挑掉,180号砂纸将表面打毛,除去灰尘,做无碱300G毡,(一般建议做两到三层待其固化,做的时候用辊筒赶尽气泡,毡做好后,做04或06布,(布与毡交替制作,注意方向性),直到所需厚度。(一般模具厚度不超过10MM)。模具做好后,有的还需要制作增加筋。有条件的话可将模具放置于烘房(温度40左右)24小时。脱模,切除毛边,打磨,(鹰牌水砂纸),根据模具表面情况一般从600号开始,直至2000号,(水磨时注意方向性)间隔性检查一下。抛光,先用1号抛光剂,后用三号。处理结束之后打蜡或者脱模剂。
C为片状增强型热塑性材料,通常用于大的制品,而此类制品需要大的强度。
BMC材料为团状,富含短纤维,有着优良的机械性能,低收缩,并且颜色稳定。
- 玻璃钢模压模具
- 模具制造
- 李经理
衡水桢源环保科技有限公司为你提供的“汽车配件模具厂家模具加工厂家联系方式”详细介绍



